Лучшие программы для раскроя листовых материалов. Оптимизация раскроя листовых материалов
Лучшие программы для раскроя листовых материалов
Произвести раскрой листового материала можно самостоятельно, что большинство людей и делают, но куда удобнее использовать для этого программы для раскроя листовых материалов. Таких программ очень много, но в данной статье представлен список трех самых лучших.
В чем заключаются преимущества использования данного программного обеспечения? С его помощью выполнять раскрой куда удобнее и быстрее. Во-первых, ПО позволяет оптимизировать всю карту раскроя, а во-вторых, оно самостоятельно предлагает вам иные вариации расположения элементов, которые можно редактировать.
Вот непосредственно и сама программа для раскроя листовых материалов.
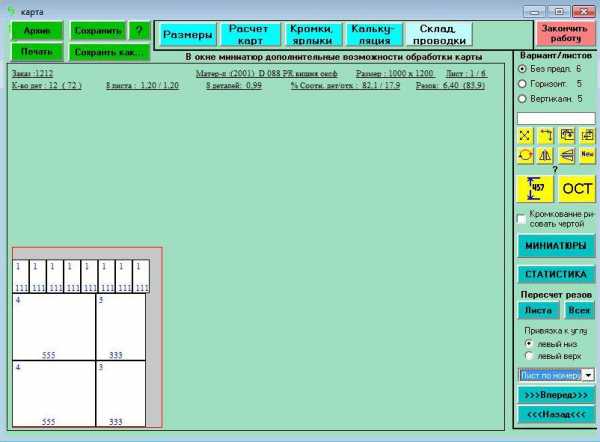
"Астра Раскрой"
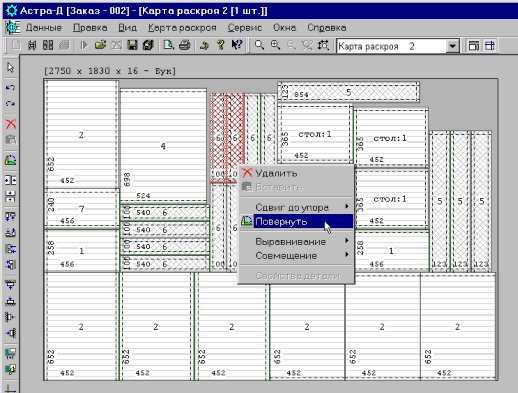
Используя программу "Астра Раскрой", очень удобно работать с заказами, импортируя их заготовки из спецификации или каталога. Но есть и недостатки - основным является тот, что в пробной версии катастрофически мало шаблонов (так сделано для того, чтобы пользователи приобретали платную лицензию, где шаблонов заготовлено с лихвой).
Но что самое главное - эта программа по раскрою листового материала позволяет пользователю формировать лист вручную, при этом добавляя собственные детали в проект. А вследствие приложение автоматически формирует оптимизированную карту раскроя. Но если вам что-то не понравилось, вы можете открыть ее в специальном редакторе и внести свои изменения.
Astra S-Nesting
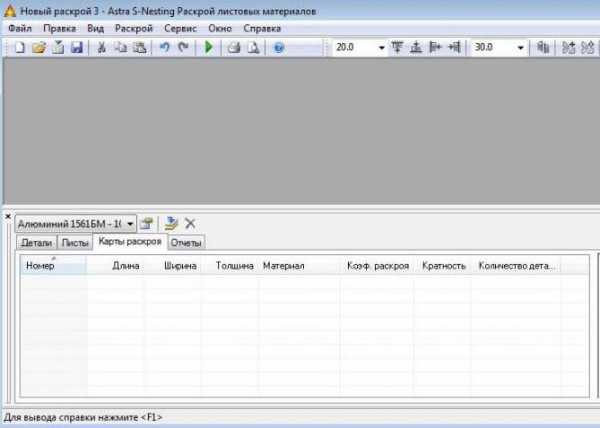
У данного программного обеспечения есть как недостатки, так и преимущества. Astra S-Nesting, в отличие от предыдущей программы, предлагает пользователю лишь базовый набор инструментов и функций. Здесь также отсутствует возможность добавления собственных деталей. Конечно, это можно сделать, но потребуется их заранее приготовить и проследить, чтобы они были определенного формата. Самое противоречивое - то, что программа для оптимизации раскроя листовых материалов делает это только в том случае, если вы приобрели платную лицензию.
Но есть и положительные стороны. Во-первых, если вы все-таки приобретете этот программный продукт, то получите кипу полезных инструментов и возможностей, а во-вторых, Astra S-Nesting самостоятельно составляет отчеты, которые по-умному форматируются и в то же время могут быть распечатаны.
Plaz5
Следующая программа для раскроя листовых материалов - Plaz5, поддержка которой завершилась давным-давно. Но не стоит думать, что по этой причине программа стала хуже. Даже напротив - разработчик окончил работу над ней по причине завершения проекта. Возможно, в ней нет каких-то новых функций, но есть все необходимые инструменты, которые помогут составить карту раскроя.
Преимущества этой программы заключаются в том, что она обладает удобным и понятным интерфейсом, в котором сможет разобраться абсолютно каждый новичок. Карта раскроя создается очень быстро - необходимо лишь ввести все параметры деталей.
Заключение
Вот три лучшие программы для раскроя листовых материалов. Каждая из них заслуживает пристального внимания пользователей. Для лучшего ознакомления с каждой из программ необходимо установить их на свой компьютер и самостоятельно решить для себя, какая вам больше подходит.
fb.ru
Раскрой листового материала | Техтран
Для предприятий, использующих машины термической резки, внедрение современных информационных технологий -- задача из числа самых актуальных. Понятно, что сокращение сроков подготовки программ раскроя, оптимальное размещение деталей на листе, меньший расход материала решающим образом повлияют на себестоимость и качество продукции.
Новый программный продукт Техтран Раскрой дополняет линейку программ семейства Техтран и предназначен для проектирования программ раскроя листового материала. Возможности CAM-системы объединены здесь с функциями организации производственного процесса. Подход к решению, использованный в программе, суммирует опыт работы ряда предприятий, эксплуатирующих машины термической резки. Задача в том, чтобы по заданию на раскрой, которое состоит из номенклатуры отобранных деталей и их количества по каждому наименованию, оперативно, учитывая складские запасы, оптимальным образом разложить детали на листах и получить управляющие программы резки этих деталей. Листы делового отхода, остающиеся после работы, должны быть учтены в базе данных системы для дальнейшего использования.
База данных
Техтран Раскрой объединяет традиционные для Техтрана средства программирования обработки с базой данных. Объектами базы данных стали теперь и программы раскроя листов металла, а потому на нее возлагается управление не только различными данными, но и работой системы в целом. В базе данных хранятся объекты следующих типов:
- Деталь, представляющая собой совокупность контуров, подлежащих обработке. Параметрами детали являются обозначение по чертежу, наименование, материал, толщина, габариты, площадь.
- Комплект деталей, то есть множество деталей, объединенных по произвольному признаку. В комплект могут, например, включаться детали, составляющие тот или иной узел.
- Лист -- это лист материала, на котором размещаются изготавливаемые детали. Листы подразделяют на цельные и листы делового отхода. Параметры листов -- марка материала, толщина, габариты.
- Задание на раскрой: множество деталей, отобранных для изготовления, и раскрои листов.
- Раскрой листа. Это программа обработки листа. Содержит разложенные на листе материала детали и построенную траекторию движения резаков или разметочного устройства.
- Параметры раскроя -- данные, которые используются при размещении деталей и формировании траектории. В базу данных для листов заданной толщины из заданного материала могут быть внесены стандартные значения следующих параметров: расстояние между деталями, расстояние от детали до края листа, расстояние и радиус подхода, ширина реза.
- Материал указывается в качестве параметра детали и листа. Параметрами материала являются марка и плотность. Материал задается в качестве ключа при поиске деталей, отборе подходящих для раскроя листов и назначении параметров раскроя.
- Пользователь -- это лицо, работающее с базой данных. Все пользователи должны быть зарегистрированы администратором. Имя пользователя указывается при входе в систему и запоминается при создании любого объекта в качестве параметра.
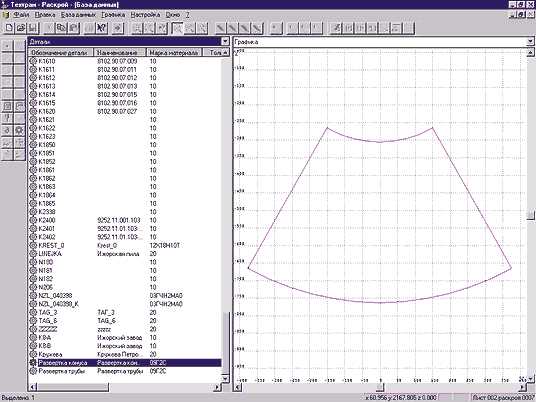
Рис.1. Окно базы данных в режиме просмотра деталей Прежде всего в базу данных вносятся детали, которые могут быть построены средствами Техтрана или импортированы из другой системы. Детали удобно просматривать одновременно с полным их списком (рис.1). На рис.2 приведен вид экрана в режиме просмотра раскроев листов. Следует отметить, что для управления всеми объектами базы данных в Техтране предлагается наглядный единый механизм, использующий две панели. Это позволяет производить действия над объектами из списка в базе данных (создание, удаление, редактирование и просмотр параметров) и одновременно видеть на соседней панели графическое представление элементов списка (деталей, листов, раскроев листов и т.п.). К тому же наличие двух панелей делает удобной работу при иерархическом включении одних объектов в другие. Например, раскрой листа содержит детали. Чтобы организовать просмотр деталей, относящихся к различным раскроям, на одной панели можно отобразить список раскроев листов, а на другой -- список деталей, размещенных на конкретном листе.
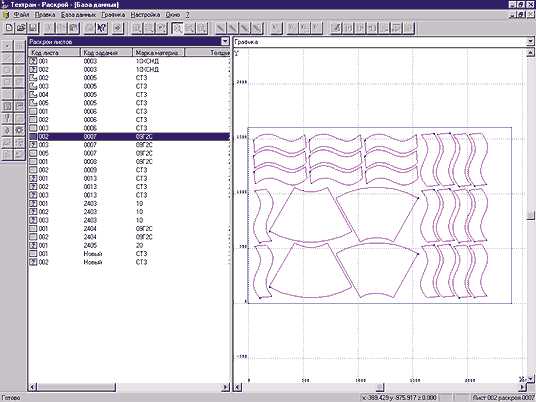
Рис.2. Окно базы данных в режиме просмотра раскроев листов
База данных не привязана к конкретной СУБД, поэтому пользователи могут выбирать ее в зависимости от своих потребностей. Более того, к записям могут добавляться новые поля.
Интерактивное и автоматическое размещение деталей
Процесс работы начинается с формирования задания на раскрой. В него вносятся все детали, которые требуется изготовить, причем для каждой из них указывается количество экземпляров. В режиме автоматического размещения все детали задания оптимальным образом укладываются на листах, при этом выдерживаются заданные расстояния до края листа и между деталями. Стратегия автоматического размещения обеспечивает весьма высокий коэффициент использования материала. Подходящие листы подбираются со склада листов, хранящегося в базе данных. Программа позволяет также автоматически разместить отобранные детали на конкретном листе. Результат такого размещения показан на рис.3.
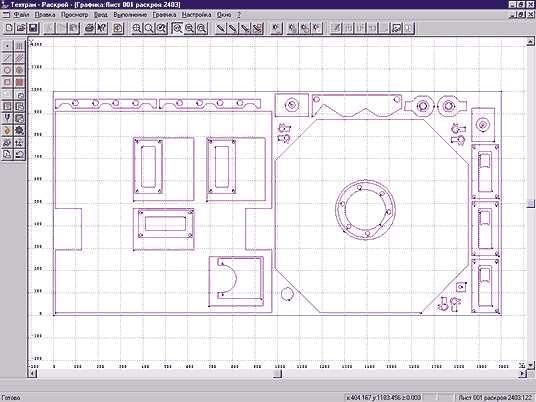
Рис.3. Результат автоматического размещения деталей на листе Предусмотрен интерактивный режим: деталь выбирается из списка неразмещенных деталей задания на раскрой и укладывается на лист, а затем перемещается на свободное место средствами графического редактора (рис.4). Есть также средства точного контроля взаимного расположения объектов.
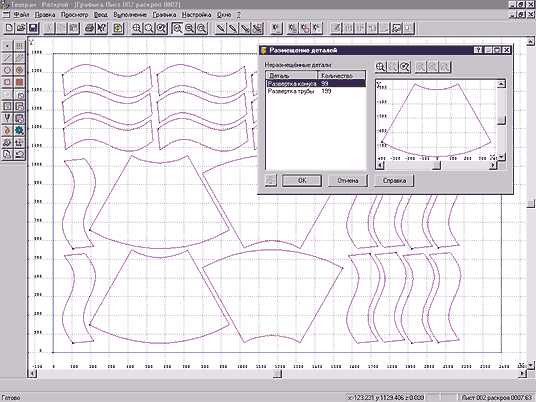
Рис.4. Интерактивное размещение деталей на листе После того как детали размещены на листе, программируется обработка. В простейшем случае надо лишь последовательно указать обрабатываемые контуры деталей. Техтран строит траекторию движения инструмента с учетом необходимых поправок, формирует подходы, отходы и вспомогательные перемещения инструмента, команды включения и выключения резака, подачи, коррекции и т.д. Построение траектории резки иллюстрирует рис.5.
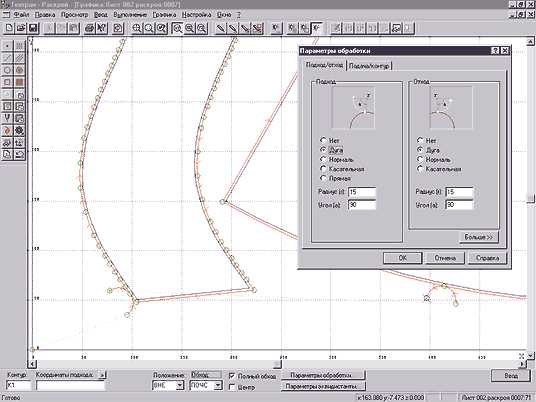
Рис.5. Построение траектории резки
Для нестандартных случаев предусмотрена возможность построения траектории и задания технологических команд в явном виде. Из неиспользованной части листа формируется деловой отход, который может быть помещен в базу данных для последующего применения.
Получение управляющей программы
В состав системы включены данные об оборудовании, позволяющие формировать управляющие программы для машин термической резки, таких как "Гранат", "Кристалл", "Комета", "Енисей", "ESAB", "HEBR". По программе раскроя листа для одного станка можно получить УП для любого другого из имеющихся в списке.
Техтран обеспечивает возможность настройки на конкретное оборудование с ЧПУ. Для описания оборудования требуется заполнить паспорт станка и создать модуль станка на специальном языке Техпост. Такой механизм позволяет пользователям самостоятельно учитывать особенности формирования УП, разрабатывая собственные модули на основе уже имеющихся.
Документирование
Как правило, конкретный вид выходных документов определяется традициями предприятия. Поэтому пользователю необходима возможность настройки формата документов и объема выводимой информации. При помощи Генератора отчетов, входящего в Техтран Раскрой, для каждого типа документов можно написать программу вывода требуемых данных в нужном формате.
Карта раскроя листа представляет собой изображение листа с разложенными на нем деталями, траекторией движения инструмента и текстовой информацией. Каждая деталь снабжена номером, соответствующим ее месту в спецификации. Штамп содержит характеристики листа и реквизиты разработчика.
В спецификацию карты раскроя листа включается перечень деталей, разложенных на листе с указанием их обозначения, количества, габаритов, массы и др.
Спецификация задания на раскрой содержит перечень входящих в задание деталей, ведомость расхода листов, перечень размещенных и неразмещенных деталей.
Автоматическая генерация текста программы
При построении геометрических объектов и проектировании раскроя листа происходит формирование текста программы на языке Техтран. Программа включает в себя всю последовательность произведенных действий и может быть использована при дальнейшей работе, что позволяет гибко сочетать удобство диалогового режима с преимуществами текстового представления программы, к которым относятся:
- использование ранее написанных программ и макросов, быстрая их модификация;
- параметризация для типовых деталей;
- использование условных операторов, циклов, арифметических выражений и функций;
- возможность отладки и исправления ошибок.
Раскрой листа и соответствующий ему текст программы на Техтране показаны на рис.6
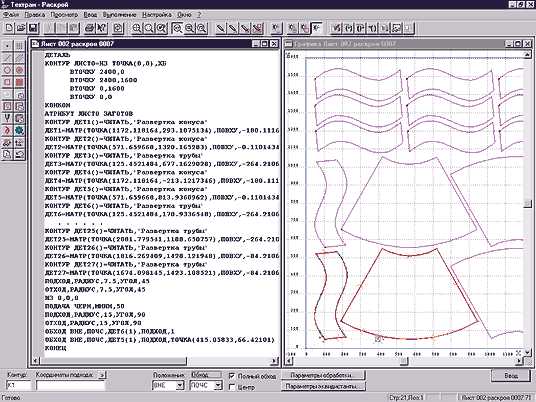
Рис.6. Текст программы раскроя листа
Для работы с программой на языке Техтран предусмотрены разнообразные средства.
Команды выполнения (выполнить оператор, перейти в макрос, выполнить программу до конца, до курсора и т.п.) позволяют выполнять и отлаживать программу на Техтране. Используя эти команды, можно выполнить программу целиком или по частям, приостанавливая процесс для анализа результатов выполнения отдельных операторов.
Средства контроля выполнения дают возможность просматривать значения переменных, использовать графическое окно для визуального контроля объектов программы и просматривать диагностическую информацию, сформированную в ходе выполнения программы.
Платформа и интерфейс
Платформа: Windows 95/98/NT, Pentium 200, 64 RAM, 1Gb HDD, CD-ROM.
Интерфейсы: графика -- формат DXF, база данных -- ODBC.
www.tehtran.com
Управление раскроем материалов | Техтран
Раскрой листовых материалов – одна из наиболее важных заготовительных операций на производстве. Именно управление раскроем может увеличить эффективность использования материала, так как прочие технологические операции, как правило, имеют хорошо прогнозируемые нормы расхода сырья. Управление раскроем сводится к решению следующих задач:
-
Планирование производства изделий раскроя. Первичной и достаточно важной задачей в рамках управления раскроем является определение перечня подлежащих изготовлению изделий. В общем случае потребность в изделиях формируется на основании следующих данных:
- Заказы покупателей – в случае заказа покупателями непосредственно изделий раскроя
- Заказы на производство, для исполнения которых требуются заготовки – изделия раскроя
- Складские запасы - имеющиеся в наличии изделия; могут уменьшать потребность в изделиях раскроя
Задача существенно усложняется в случае многоуровневой вложенности спецификаций на изготовление продукции, т.к. потребность в конечной продукции определяет потребность в изделиях раскроя не напрямую, а опосредованно - через потребность в полуфабрикатах различных уровней.Эффективность раскроя материала может быть качественно увеличена за счет объединения потребностей в изделиях по различных заказам в единый пул (партию). При этом необходимо учитывать, что возможность укрупнения партий запуска изделий в раскрой ограничена требованием своевременного исполнения календарного плана заготовительного производства, так как изделия раскроя, как правило, подвергаются дальнейшей обработке и необходимы для выполнения последующих этапов производства.Исходя из вышесказанного, задача планирования производства изделий раскроя является достаточно сложной и её эффективное решение требует автоматизации и комплексного подхода.
- Формирование качественных карт раскроя. Оптимизация карт раскроя представляет собой сложную математическую задачу, особенно при достаточно большом разнообразии требуемых заготовок и материалов (включая деловые отходы). Различные программные продукты позволяют автоматизировать формирование карт раскроя по различным алгоритмам, но в ряде случаев возможна дальнейшая оптимизация полученных карт с помощью ручной корректировки. Выбор качественного программного обеспечения очень важен для эффективной оптимизации карт раскроя.
-
Учёт изделий раскроя, материалов и возвратных отходов. Номенклатура, участвующая в раскрое имеет определенные особенности и предъявляет дополнительные требования к ведению учета, а именно:
- Необходимость учета размеров материалов, особенно для деловых отходов, так как каждый экземпляр уникален. Организовать такой учет при низком уровне автоматизации и больших объемах производства практически невозможно, а ведь именно использование деловых отходов при формировании карт раскроя оказывает большое влияние на повышение коэффициента использования материалов.
- Сложность идентификации изделий и материалов, что обусловлено их схожестью и взаимозаменяемостью, а также индивидуальными габаритами деловых отходов. Обеспечить корректную идентификацию позволяет штрихкодирование номенклатуры, участвующей в раскрое, включая деловые отходы.
- Необходимость оптимизации запасов изделий и деловых отходов
Решение указанных задач обеспечивает управление заготовительным производством на основании реальной оперативной информации, позволяет увеличить эффективность использования материалов, обеспечивает корректный расчет себестоимости изделий раскроя и конечной продукции. В большинстве случаев эффективное решение задачи управления раскроем возможно лишь при использовании комплексной автоматизированной системы управления предприятием. Типовая схема комплексной автоматизации заготовительного производства на базе решения "ПС:Управление предприятием " выглядит следующим образом:

Потребность в изделиях раскроя формируется на основании:
- покупательских заказов - если изделия, полученные в результате раскроя подлежат отгрузке клиенту
- заказов на производство, для исполнения которых необходимы изделия раскроя
Потребность в изделиях (с учетом их наличия на складах) является основой для формирования заказов на резку.Всё множество заказов на резку разбивается на группы с учетом типа используемого сырья, дат изготовления, доступности рабочих центров и передается в программу раскроя листовых материалов. Также в программу раскроя передается информация о текущих складских остатках материалов, включая деловые отходы.В случае фигурного раскроя важным элементом системы является программное обеспечение CAD (САПР), обеспечивающее формирование геометрической модели изделий. Геометрия изделий может быть автоматически импортирована в программу листового раскроя.Программа раскроя в автоматическом режиме формирует карты раскроя, размещая полученные на вход изделия на имеющемся сырье наиболее оптимальным образом. Автоматический раскрой материала производится с учетом технологических и организационных параметров производства. При необходимости программа раскроя позволяет скорректировать полученные карты раскроя вручную.Информация по полученным картам раскроя передается обратно в комплексную систему управления. Полученные карты раскроя определяют производственное задание для участка раскроя. В системе осуществляется резервирование сырья, "занятого"в полученных картах раскроя, что делает его недоступным для использования по другому назначению, включая запуск в раскрой следующих партий изделий. В случае использования оборудования с ЧПУ на основании полученных карт раскроя формируются управляющие программы, обеспечивающее выполнение резки в автоматическом режиме. Карты раскроя отображаются на экране автоматизированного рабочего места участка резки. В качестве сырья может выступать как стандартный лист материала, так и деловой отход; идентификация материалов может производиться с с использованием штрих-кодирования. По факту исполнения операций резки (раскроя карт) в системе управления производством автоматически отражается:
- оприходование полученных изделий
- списание сырья со склада материалов
- оприходование деловых отходов
- начисление сдельной заработной платы исполнителям
- расчет себестоимости изделий
Расчет себестоимости полученных изделий рассчитывается пропорционально их площади на основании стоимости использованного сырья, а также начисленной заработной платы исполнителей. Полученные в результате резки изделия и деловые остатки, как правило, маркируются автоматически сформированными штрих-кодовыми этикетками. Комплексная автоматизация в соответствии с приведенной схемой не только позволяет сделать деятельность заготовительного производства прозрачной, управляемой и эффективной, но также обеспечивает оперативное управление смежными бизнес-процессами, включая производство, сбыт и снабжение.
Программное обеспечение
Описанная выше схема комплексной автоматизации может быть реализована на базе системы "ПС:Управление Предприятием", разработанной компанией «Партнер Софт» (г.Санкт-Петербург). Система разработана на платформе «1С:Предприятие 8» и обеспечивает комплексную автоматизацию учета и управления производственным предприятием, включая заготовительный участок (модуль "Раскрой" системы).Система "ПС:Управление Предприятием" интегрирована со следующей программой оптимизированного раскроя листовых материалов:
- "Техтран" - фигурный раскрой листовых материалов; разработка «НИП-Информатика» (г. Санкт-Петербург)
Интеграция программ выполнена на уровне двустороннего автоматизированного обмена файлами в формате XML.
Презентация
Предлагаемая презентация предназначена для детального ознакомления с возможностями интегрированной системы управления заготовительным производством на примере взаимодействия "ПС:Управление Предприятием" и "Техтран: фигурный раскрой".
Файл для скачивания является самораспаковывающимся архивом. Для просмотра презентации следует распаковать архив и запустить файл play.bat. Никакого дополнительного программного обеспечения не требуется!
www.tehtran.com
18 Оптимизация раскроя листовых материалов ( минимальное количество дСтП).
Для эф-го управления тех. процессом раскроя древесных плитных материалов необходим план раскроя (карта раскроя). Высокого % выхода заготовок из плитных материалов м. достичь за счет расчета карт раскроя на стадии проектир-ия мебели.
Карта раскроя – графическое представление расположения заготовок на стандартном листе раскраиваемого материала. При разработке карт требуется соблюдение условий:
1max-ый выход деталей
2комплектность деталей разных размеров и назначения при раскрое партий плит в соотв-ии с объемом производства
3min-ое кол-во типоразмеров деталей при раскрое одной плиты
4min-ое повторение одних и тех же деталей разных картах раскроя
5обеспечение min-ма отходов, выход не <94-96%
Составление схемы раскроя начинается со сравнения возможных форматов плит и форматов заготовок с черновой обработкой – это чистые форматы деталей с увеличением на припуск 9-20 мм. Указанный диапазон включает 3-6 мм пропил, 3-7 мм с каждой кромки на чистовую обработку. Припуск на обработку зависит от точности обрезки по формату (прямоугольности, кач-ва пропила, требований к точности дальнейшей обработки).
Формирование мат. модели.
Введем обозначения:
i – типоразмер плит (i=1-m)
j – способ раскроя (j=1-n)
k – типоразмер заготовок (k=1-p)
xij – кол-во плит i-го типоразмера, подлежащих раскрою j – м способом
aijk – кол-во заготовок k-го типоразмера, полученных j-м способом из i-го типоразмера плит
lk- кол-во заготовок k-го типоразмера в комплекте изделия
Fi- площадь плиты i-го типоразмера
Fk – площадь k-й заготовки
Cij – отходы, полученные из i-го типоразмера плит, раскраиваемых j-м способом
Ni – запас плит i-го типоразмера
Xo - max-е кол-во комплектов
M – кол-во изделий
Постановка задачи (первая)
Определить кол-во плит i-го типоразмера, к-ые необходимо раскроить по j-му способу, чтобы получить max-ое кол-во комплектов заготовок набора мебели из имеющегося запаса плит.
W= Xo →max
Ограничения:
- по заготовкам
- по запасам плит
Постановка задачи (вторая)
Определить кол-во плит, к-е необходимо раскроить по каждому из способов, чтобы получить max-е кол-во комплектов заготовок из имеющегося запаса плит. При этом суммарное кол-во отходов д.б. min-ое.
Ограничения те же.
Постановка задачи (третья)
Определить какое кол-во плит всех типоразмеров необходимо раскроить по каждому из вариантов, чтобы получить кол-во изделий не менее требуемого. При этом суммарный расход плит д.б. min-м.
Ограничения:
xij ≥ 0
Отходы Cij , получаемые при раскрое одной плиты i-го типоразмера j-м способом, определяют по формуле:
(i=1,m)
Выход заготовок Kij из плиты i-го типоразмера при j-м способе раскроя опр-ют путем деления площади всех заготовок, уложенных на j-й карте раскроя, на площадь плиты i-го типоразмера.
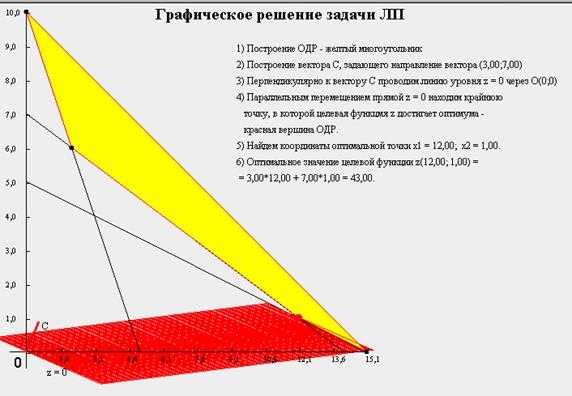
19 Задача оптимизации размеров тарного ящика.
Предположим, что ящик имеет форму прямоугольного паралепипеда. Все стенки имеют одинаковую толщину и изготавливаются из одного и того же материала. Найти оптимальные размеры ящика (без крышки) при заданной его вместимости. Обозначим длину. ширину и высоту ящика x, y, z. С учётом принятых предположений, кол-во мат-ла необходимо для изготовления ящика пропорционально площади всех стенок.
–выражение служит целевой функцией, подлежащее минимизации.
, воспользуемся необходимым условием экстремума
,
studfiles.net
НазначениеПрограмма предназначена для оптимизации раскроя стекла, сэндвича, ДСП, подоконников и прочих листовых материалов. Формирует карты двумерного раскроя высочайшего качества. Многочисленные тесты показали преимущества данного решения над предложениями конкурентов На задачах с разными размерами заготовок и изделий, Программа раскроя стекла обогнала на 5-12% популярныеOpty-Way, MaxCut, PerfectCut, Cutting и др. по нескольким показателям:- меньше площадь неделовых остатков- меньше общая площадь раскраиваемого материала- количество использованных целых листов такое же или меньше Правообладатель и разработчикВ отличии от остальных товаров нашего каталога, листовой раскрой разработан сторонней организацией. Автором программы является Шиляев Владимир Генрихович, ООО "Программы раскроя", г.Новосибирск. "Окнософт" по сублицензионному договору имеет право, как продавать программу в виде отдельного продукта, так и использовать в составе наших разработок Варианты поставкиВ составе комплексного решения Окнософт:Управление позаказным производствомВзаимодействие с модулем двумерного раскроя в этом сценарии полностью скрыто от пользователя.Оператор работает со стандартными документами 1С:
В виде отдельного продуктаТакой сценарий может заинтересовать клиентов, которым не очевидны преимущества платформы 1С и которые решают вопросы подготовки производства и управленческого учета другими средствами. Интерфейс Программы раскроя стекла лаконичен и интуитивно понятен. Функциональности "из коробки", достаточную для автоматизации небольшого бизнеса:
|
www.oknosoft.ru
Программа оптимизации раскроя листовых материалов
Вопрос: Перебор по раскрою квадрата в Visual Basic 6.0
Здравствуйте!Пожалуйста, помогите составить программу на перебор в Solver Excel. Написать программу для раскроя квадрата на десять равнобедренных треугольников с равными боковыми сторонами.
Проект для решения. Предположим, сторона квадрата — 1.0 (const). Есть теорема синусов. Пусть боковые стороны треугольника, каждая — r. Полагаю, будет не более пяти неизвестных, как максимум.
Основное уравнение: r^2/2 *[k*six(X) + m*six(Y) + n*six(Z) + p*six(J) + q*six(W)] = 1.0 Условие, как ограничение: k + m + n + p + q = 10
Значения основных синусов, с указанием возможной переменной: a = sin30° = 0.5 b = sin45° = 2^0.5/2 c = sin60° = 3^0.5/2 d = sin90° = 1.0 f = sin120° = 3^0.5/2 g = sin135°= 2^0.5/2 h = sin150° = 0.5
Примеры решений: 1) r^2/2 *[4sin60° + 4sin150° + 2sin90°] = 1.0 —> r = 1/(2 + 3^0.5)^0.5 = 1/1,9319 = 0,5176…
2) r^2/2 *[4sin60° + 2sin30° +2sin150° + 2sin90°] = 1.0 —> r = 1/(2 + 3^0.5)^0.5 = 1/1,9319 = 0,5176…
3) r^2/2 *[4sin48.59 + 4sin(180°-48.59°) + 2sin90°] = r^2/2 *[4*0.75 + 4*0.75 +2*1] = 1.0 —> d = 1/4^0.5 = 1/2 = 0.5
Пояснение: sin48,59037789072914066151949781307 4° = 0,75
Как найти остальные варианты решений?
Не по теме:
Правильно ли рассуждаю, ниже? Крик души. У меня с 16-28.05.2016 произошло полное нарушение стабильности Windows, вызванное разрушительной работой "старого маразматика" Visual Basic 6.0 Пришлось 28.05.2016 года сделать восстановление системы.
Около двух дней потратил на попытки как-то умиротворить норов VB6. Бесполезно. Горбатого могила исправит. Comodo — как добровольный санитар пытался мне помочь, он сам сажал его в виртуальный бокс (зелёная рамка по контуру). Не помогает.
Его любимая проделка, при выходе из программы: остановка работы — APPCRASH!
forundex.ru
FieryCut-загрузить программу раскроя листа
Language English Русский
Последняя версия программы FieryCut доступна на этой странице.
Ограничения демонстрационной версии программы:
Загрузить демо-версию
| Продукты | Версия | Размер архива (Zip) | Загрузить |
| FieryCut для AutoCAD 2010 - AutoCAD 2016 и Mechanical 2010 - Mechanical 2016 | 4.3 | 11.0 Mb | Загрузить |
| FieryCut для AutoCAD 2012 и Mechanical 2012 | 4.2 | 6.85 Mb | Загрузить |
| FieryCut для AutoCAD 2011 и Mechanical 2011 | 4.2 | 6.85 Mb | Загрузить |
| FieryCut для AutoCAD 2010 и Mechanical 2010 | 4.2 | 6.85 Mb | Загрузить |
| FieryCut для AutoCAD 2009 и Mechanical 2009 | 4.2 | 6.33 Mb | Загрузить |
| FieryCut для AutoCAD 2008 и Mechanical 2008 | 4.2 | 6.31 Mb | Загрузить |
| FieryCut для AutoCAD 2007 и Mechanical 2007 | 4.2 | 6.31 Mb | Загрузить |
www.exactcam.com