Программа Для Оптимизации Раскроя Бревен. Программа оптимизации раскроя бревна
Программа раскроя бревна "БАРС ОПТИМА"
Программа «Барс Оптима» - уникальная разработка специалистов НПО «БАРС», предназначенная для повышения эффективности производственного процесса.
Скачать демо-версию (.rar, 8,25 Мб)
Многолетний опыт работы наших клиентов с системой оптимизации распила подтвердил:
- стабильные и более высокие показатели по общему выходу пиломатериалов,
- увеличение более чем на 25% выхода ценных деталей, т.е. пиломатериалов, поступающих в основной цикл переработки или имеющих наибольшую стоимость при продаже,
- сокращение времени освоения станка оператором с выходом на производственную мощность станка до 3 рабочих дней,
- превосходные обучающие функции.
Работа в системе оптимизации раскроя бревна осуществляется следующим образом:
оператор заносит в программу диаметры комля, вершины, длину бревна и задаёт набор готовых изделий,
программа в течение 3-5 секунд рассчитывает оптимальную карту раскроя по заданному критерию и выводит её на монитор компьютера, где оператор видит данные по процентному выходу радиальной, полурадиальной, тангентальной доски, опилок и горбыля, а также количество входящего пиловочника и готового пиломатериала в кубических метрах,
значения перемещений пильных дисков в соответствии с рассчитанной картой передаются в контроллер станка для последующего пропила,
при обнаружении в процессе пиления скрытых дефектов древесины оператор имеет возможность в любой момент выйти из режима оптимизации и осуществить распил в ручном пошаговом режиме.
Реализуемый на станке «БАРС» способ распиловки бревен с использованием системы оптимизации распила и сам станок защищены патентом РФ № 2217299.
Варианты построения схемы распила бревна программой «Барс Оптима»
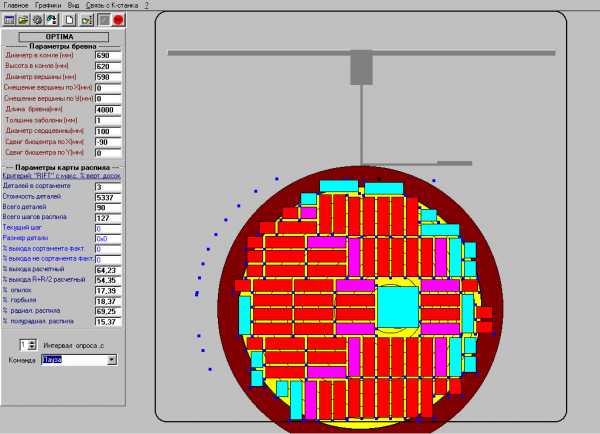
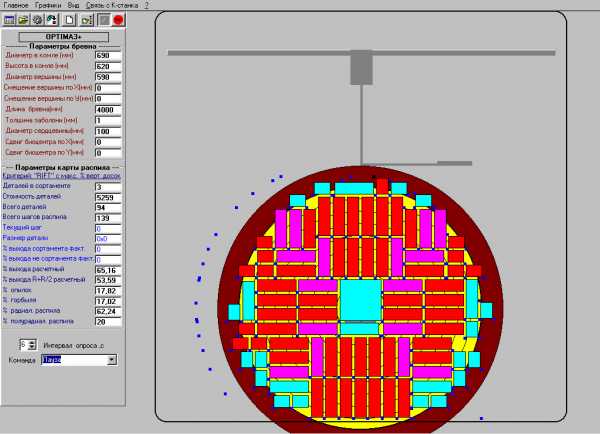
Радиальный раскрой бревна диаметром 59 см со смещением сердцевины

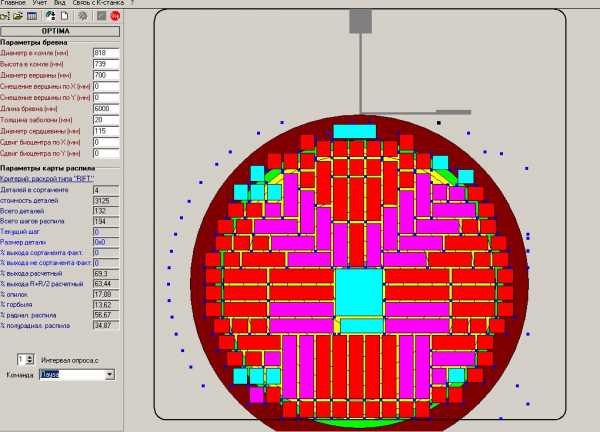
Пакетный раскрой бревна диаметром 60 см для распила на станках второго ряда
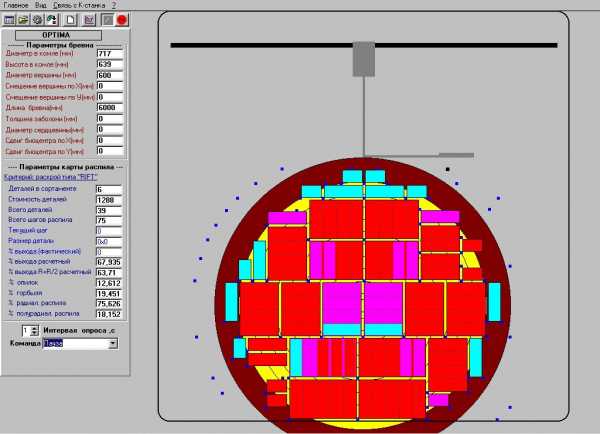
Радиальный раскрой бревна диаметром 71 см без смещения сердцевины
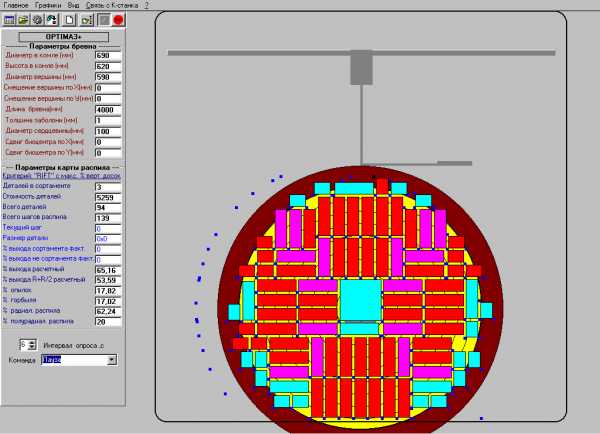
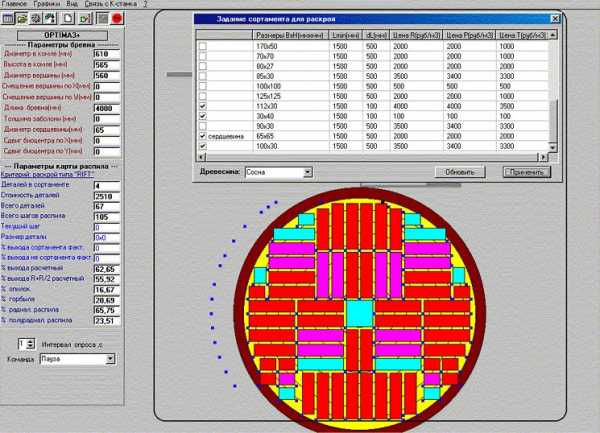
Радиальный раскрой типа "RIFT" без смещения сердцевины бревна диаметром 59 см
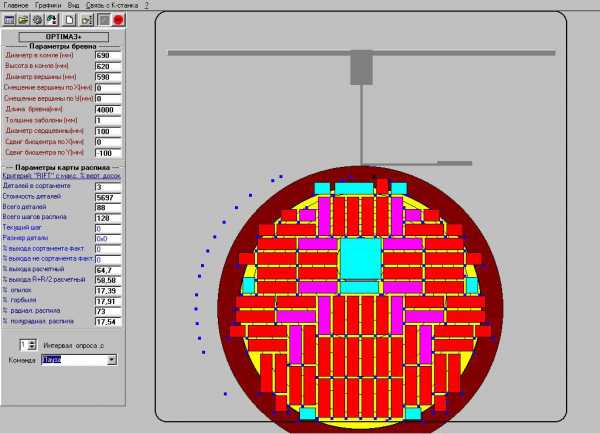
Смещение сердцевины бревна по оси Y на 100 мм
Смещение сердцевины бревна по оси X на 90 мм

Классический радиальный раскрой бревна диаметром 56 см. Общий выход 62,7%, выход радиальной доски 56%

Комбинированный раскрой бревна диаметром 36 см, на готовые доски и брусья, с последующей распиловкой брусьев на станках второго ряда. Размер доски 95х31 мм
Комбинированный раскрой бревна диаметром 60 см, на готовые доски и брусья, с последующей распиловкой брусьев на станках второго ряда. Размер доски 95х31 мм
npobars.ru
Заводим задачу - определяем длину, на которой раскраиваем пиломатериалы, вводим нужные размеры, определяем ширину пропила, определяем диапазон диаметров,
которые будем раскраивать, нажимаем кнопку оптимизации и ждем некоторое время.
В силу намного более совершенных алгоритмов, по сравнению с предыдущими версиями программы, время ожидания расчета кардинально уменьшилось .
На скорость обработки влияет оборудование - это прежде всего процессор, и оперативная память.
Кроме скорости выполнения операций в связке с памятью, еще более важное значение при этом имеет многоядерность.
Каждый диаметр считается всеми ядрами в отдельных потоках.
Если, например, процессор 4*2 ядерный - то одновременно считаются 8 диаметров, что почти в 8 раз ускоряет процесс расчета.
Расчет проходит медленнее, чем больше диаметр и мельче размеры - это тоже надо учитывать.
И наконец, самое гланое, - на каждый диаметр считается много вариантов, до 33 вариантов.
Справа от основного диаметра появилась панель с альтернативными вариантами с убыванием по проценту выхода.
Панель можно прокручивать стрелками вверх - вниз , мышкой, давя на визуальные стрелки навигации на панели, и увеличивать - уменьшать
Появились элементы аналитики.
Для каждой расчитываемой задачи на все заданные диаметры формируются раскладки.
Ниже - раскладка для метода отбрусовки (а большей степени подходит для ленточных пилорам)
| ||
|
||
Раскладка для радиального раскроя (а большей степени подходит для угловых, дисковых, пилорам) | ||
Аналитическая формаформируется аналитическая форма - плоская таблица, по горизонтальной оси диаметры, а по вертикальной оси варианты, и в клетках на плоскости диаграмма из 2 цветов. на ширину клетки - прорисовывается зона желтым цветом - это полезный выход досок из бревна (все бревно - вся ширина клетки). Если в таблице с левой стороны формы зададим приоритетные размеры в задаче, и перерисуем форму, нажав кнопку обновить, появятся зеленые зоны в тех вариантах, в которых эти доски присутствуют в раскладках. Длина зеленой зоны пропорциональна объему приоритетных досок. Анализируя эту информацию - заходим в нужные нам раскладки - двойным кликом на клетке и если надо делаем данный вариант основным. Основной в данном случае - это тот вариант, который высвечивается как основной в форме просмотра раскладок (рис выше). а так же печатается при распечатке раскладок в файл или на принтер. Наличие многих вариантов - важно. Если взять первый вариант - вариант с макимальным выходом, он может оказаться не самым лучшим, в силу того что выход то готовой продукции там будет максимальным, но не той..., как бы попутной доски, не основной. А следующие варианты будут иметь незначительно меньший процент выхода готовой поодукции - но намного более значимой. С помощью формы аналитики и выбираем нужный нам вариант, переводя его в категорию основного, хотя он может и не стоять в топе максимального выхода продукции. |

1c-soft.ru
Программа Оптимизации Раскроя Бревен


Система оптимизации «БАРС ОПТИМА» НПО «Барс» Челябинск. Программа «Барс Оптима» - уникальная разработка специалистов НПО «БАРС», предназначенная для повышения эффективности производственного процесса.
- Скачать раскрой cutting - программу оптимизации линейного раскроя бревна и профиля.
- Программа «Барс Оптима» - уникальная разработка специалистов НПО «БАРС». Работа в системе оптимизации раскроя бревна осуществляется .
- Программа оптимизации раскроя бревна: Процесс распиловки можно полностью доверить оптимизации раскроя, которая сама разложит на бревне .
- Для решения вопроса оптимизации раскроя пиловочных бревен с целью.
- Демонстрация программы оптимизации раскроя бревен Soft Timber 1c-soft.ru.
Многолетний опыт работы наших клиентов с системой оптимизации распила подтвердил: оператор заносит в программу диаметры комля, вершины, длину бревна и задаёт набор готовых изделий,программа в течение 3- 5 секунд рассчитывает оптимальную карту раскроя по заданному критерию и выводит её на монитор компьютера, где оператор видит данные по процентному выходу радиальной, полурадиальной, тангентальной доски, опилок и горбыля, а также количество входящего пиловочника и готового пиломатериала в кубических метрах,значения перемещений пильных дисков в соответствии с рассчитанной картой передаются в контроллер станка для последующего пропила,при обнаружении в процессе пиления скрытых дефектов древесины оператор имеет возможность в любой момент выйти из режима оптимизации и осуществить распил в ручном пошаговом режиме. Реализуемый на станке «БАРС» способ распиловки бревен с использованием системы оптимизации распила и сам станок защищены патентом РФ .
Общий выход 6. 2,7%, выход радиальной доски 5. Комбинированный раскрой бревна диаметром 3. Размер доски 9. 5х. Комбинированный раскрой бревна диаметром 6. Размер доски 9. 5х.
Оптимизация раскроя бревен. Цель оптимизации раскроя пиловочника – увеличение выхода пиломатериалов требуемого размера и качества. На производствах в Европе и США это достигается путем грамотной сортировки сырья и его раскряжевки на бревна длиной 3–4 метра. Отбор частично происходит и за счет долговременного грамотного лесопользования, когда искривленный лес стараются не выращивать. Его убирают во время рубок ухода, поэтому доля искривленного леса там ниже, чем в России. Слушать Музыку Онлайн Через Торрент. Также существует ряд методов для увеличения процента выхода качественных пиломатериалов непосредственно на производстве. Организации. Предварительная сортировка бревен.
От предварительной сортировки бревен по диаметрам, длине, овальности, сбежистости и кривизне ствола зависит не только выход пилопродукции. Если головным оборудованием являются лесопильные рамы, то сортировка влияет на стабильность работы всего лесопильного потока. В современных линиях сортирования бревен на начальном этапе происходит лазерное сканирование бревна по всей длине для оценки его геометрических и качественных параметров. От вида измерительной системы в значительной степени зависит экономическая эффективность работы всей линии, при этом стоимость системы составляет не более 1. По данным компании «Автоматика- вектор» (г. Архангельск), при применении сканера, работающего в одной плоскости, качество сортировки по диаметрам северных и сибирских бревен составляет порядка 8.
Оставшиеся 2. 0% будут «непоставными», то есть не соответствующими рациональному поставу. При этом среди них примерно половина бревен будет большего диаметра, вторая половина – меньшего. При использовании двухплоскостного сканера для тех же условий сортировки непоставность снизится до 1. Еще больший эффект дает применение системы 3. D- измерений, когда с высокой точностью (погрешность не более 1%) сканируется вся поверхность бревна, строится модель поверхности, а по параметрам модели вычисляется сортировочный размер для последующей распиловки бревна. Количество непоставных бревен при 3. D- сортировке сокращается до 4–5%, а кроме того, появляется возможность сортировать бревна по кривизне.
Процент полезного выхода пиломатериалов можно увеличить еще, если использовать специальную программу сортировки, учитывающую уменьшение сортировочного диаметра в зависимости от кривизны бревна. В сравнении с одноплоскостным сканером система 3. D- измерений позволяет увеличить полезный выход на 1,0–1,2%.
Оптимизация раскроя круглого леса (бревен). Распиловка бревен (раскрой бревен) на пиломатериалы. Программа раскроя бревна на доски. Дисковая пилорама с системой оптимизации раскроя. Программа продается вместе с пилорамой? Компьютерная программа - Оптимальный раскрой бревен на.
Экономическая эффективность применения такой системы проявляется при минимальном месячном объеме лесопиления 2. Борьба с закомелистостью. Бревна с закомелистостью сложно надежно базировать при продольном распиливании, это также приводит к снижению полезного выхода пиломатериалов. Закомелистость характеризуется заметным увеличением диаметра в нижней части ствола и встречается практически у всех пород. Это частный случай сбежистости, когда диаметр круглых лесоматериалов у комлевого торца превышает более чем в 1,2 раза диаметр сортимента на расстоянии одного метра. Предварительно отобранные бревна с закомелистостью поступают в отдельные карманы линии сортировки бревен и далее – на участок снятия сбежистости.
Немецкая компания Baljer & Zembrod выпускает установки для редуцирования оснований стволов, позволяющие убирать закомелистость у бревен с диаметром ствола от 1. Станки для редуцирования различаются как по виду механизма резания, так и по виду механизма привода подачи бревна.
Чаще всего в таких станках в качестве механизма резания используется либо ножевой вал, либо роторная головка. Ножевой вал может быть до 1,5 м длиной.
Он располагается параллельно оси бревна и снимает с комля кругляка излишнюю сбежистость методом поперечного фрезерования, как на позиционных оцилиндровочных станках. Бревно с закомелистостью подается захватами с поперечного конвейера на сварную станину станка с установленными на ней призматическими балками, несущими зубчатые ролики.
Эти ролики служат для центрирования и кантования бревна при обработке. Бревно укладывается на позицию обработки таким образом, чтобы комель консольно свешивался с последней балки станины станка, параллельно ножевому валу. Далее бревно и ножевой вал приводятся во вращение относительно друг друга, а затем режущий инструмент надвигается на комель бревна параллельно его оси, осуществляя снятие излишков древесины способом поперечного фрезерования. Надвигание ножевого вала на комель бревна, вращаемого кантователем вокруг продольной оси, осуществляется с помощью гидрофицированной консоли или гидроцилиндра. Вращение бревна может обеспечиваться и за счет прижима к нему блока из двух колес, приводимых в движение гидромотором. После окончания обработки ножевой вал отключается и возвращается в исходное положение, приводные вальцы- колеса вращения бревна поднимаются вверх, освобождая обработанное бревно. Захваты станка сбрасывают бревно на поперечный цепной конвейер и далее – на линию сортировки или раскроя бревна.
В станках другой конструкции для снятия закомелистости может применяться комбинированная роторная головка, аналогичная головке окорочного станка. Бревно подается седлообразными рифлеными вальцами в просвет роторной головки, оснащенной резцами- короснимателями и дополнительными резцами для оцилиндровки комлевой части бревна. Это позволяет за один проход бревна через станок осуществить и окорку, и снятие закомелистости. Такие станки называются окорочно- калибровочными.
Поскольку при обработке комля образуется много стружки, станок поднимают на высоту 1,5–2,0 м, а под зоной резания устанавливают ленточный конвейер или бункер для сбора отходов обработки. Если бревна со значительной закомелистостью встречаются в производстве редко, можно использовать технологию предварительного плоского фрезерования закомелистой части, разработанную компанией EWD (Германия). На нижней поверхности комля формируется базовая плоскость, аналогично обработке на фуговальном станке.
Это способствует более надежному базированию бревна в момент его входа в лесопильную линию. Проходя через автоматическое поворотное устройство, установленное перед фуговальным станком, бревно автоматически разворачивается кривизной вверх.
Подача бревна из поворотного устройства к станку обеспечивается механизмом с автоматически регулируемым уровнем транспортной цепи, в соответствии с кривизной, сбежистостью, диаметром и длиной подаваемого бревна. Использование этого приема позволяет заметно сократить на выходе объем пилопродукции с обзольной частью. Раскрой бревна без предварительной сортировки.
downloadfreedna.netlify.com
Программа Оптимизации Распила Бревен
Программа оптимизации распила - Saws. Е.В.Полозовой Развивающие Тренажеры Из Бросового Материала. Optimization. Программа имеет удобные и гибкие настройки и интуитивно понятный интерфейс, что значительно облегчает освоение программы и дальнейшую работу с ней. Исходными данными для программы служат: Размеры бревна Требуемые сечения пиломатериалов и их стоимость.
Компьютерная программа - Оптимальный раскрой бревен на пиломатериалы. Доски радиального распила гораздо прочнее по сравнению с досками . Оптимизация раскроя круглого леса (бревен). Распиловка бревен (раскрой бревен) на пиломатериалы. Программа раскроя бревна на доски.
Характеристики лесопильного оборудования. На основе этих данных программа предлагает на выбор варианты поставов, которые могут быть реализованы на данном оборудовании и обеспечивают максимальный выход либо максимальную стоимость продукции. Зарегистрировавшись на нашем сайте, Вы сможете скачать демо- версию программы в разделе . Saws. Optimization Professional - новое поколение программного обеспечения, которое предлагается как в качестве самостоятельного программного продукта, так и в составе комплексного решения для идеальной оптимизации лесопиления, основанного на принципе .

Расчет имеет целью достижение максимального выхода либо стоимости продукции, и выполняется на основе спецификации требуемых пиломатериалов (размеры, цены, требуемый объем), детальных характеристик применяемого лесопильного оборудования, сортировочной линии (число карманов) и реальных либо статистических данных по сырью. Отличия в Saws. Optimization Professional по сравнению с базовой версией программы: расширенный набор профилей лесопильного оборудования, настроек параметров станков и пилениябезсердцевинная доска, пиление в 3- 4- 5 проходов (2- 3 полубруса)многопользовательская (одновременная работа нескольких пользователей в рамках сети предпириятия)оптимизация с учетом кривизныгрупповая оптимизация для бревен разных диаметров,общая спецификация выхода продукции для всего объема пиловочника (на основе известных размеров либо статистического распределения), планирование и оптимизация для достижения требуемого выхода продукции каждого сечения. Добиваемся этого, при этом общий выход падает с 5.

Автоматическая оптимизация границ сортгрупп, а также возможность менять границы вручную и видеть, как изменение границ влияет на выход. Пример: изменение границ сортгрупп повысило выход до 5.
Возможность выбирать альтернативный постав для любой сортгруппы и видеть, как смена постава повлияет на общий выход. Учет наличия системы оптимизации раскроя у кромкообрезного станка. Разные варианты ширины боковых досок в одном поставе. Распределение сырья по диаметрам: возможность либо задавать в штуках остатки сырья на складе по диаметрам, либо использовать статистическое распределение по данным сортировки бревен. Учет всех размерных факторов (диаметр, сбег) при расчете общего выхода. Детальное конфигурирование профилей оборудования, возможность задания разных профилей для разных диаметров.
Система оптимизации «БАРС ОПТИМА» НПО «Барс» Челябинск. Программа «Барс Оптима» - уникальная разработка специалистов НПО «БАРС», предназначенная для повышения эффективности производственного процесса. Многолетний опыт работы наших клиентов с системой оптимизации распила подтвердил: оператор заносит в программу диаметры комля, вершины, длину бревна и задаёт набор готовых изделий,программа в течение 3- 5 секунд рассчитывает оптимальную карту раскроя по заданному критерию и выводит её на монитор компьютера, где оператор видит данные по процентному выходу радиальной, полурадиальной, тангентальной доски, опилок и горбыля, а также количество входящего пиловочника и готового пиломатериала в кубических метрах,значения перемещений пильных дисков в соответствии с рассчитанной картой передаются в контроллер станка для последующего пропила,при обнаружении в процессе пиления скрытых дефектов древесины оператор имеет возможность в любой момент выйти из режима оптимизации и осуществить распил в ручном пошаговом режиме. Реализуемый на станке «БАРС» способ распиловки бревен с использованием системы оптимизации распила и сам станок защищены патентом РФ .
- Дисковая пилорама с системой оптимизации раскроя. Программа продается вместе с пилорамой?
- Программа оптимизации распила - SawsOptimization. Запросить цену. Размеры бревна; Требуемые сечения пиломатериалов и их стоимость.
- Программа оптимизации раскроя бревна: Процесс распиловки можно полностью доверить оптимизации раскроя, которая сама разложит на бревне .
Общий выход 6. 2,7%, выход радиальной доски 5. Комбинированный раскрой бревна диаметром 3. Размер доски 9. 5х. Комбинированный раскрой бревна диаметром 6.
Размер доски 9. 5х.
downloadfreedna.netlify.com
Распиловка с максимальной прибылью! РАСКРОЙ БРЁВЕН ПРОГРАММА ОПТИМИЗАЦИИ УВЕЛИЧЕНИЕ ПРИБЫЛИ:
Как увеличить выход готовой продукции?
Как увеличить выход готовой продукции? Объем выхода в лесопилении зависит от взаимодействия нескольких переменных. Нет двух одинаковых производств и эти переменные, скорее всего, тоже буду разными для
ПодробнееБрусующий станок СБ-800/850
Мы разрабатываем и производим высокоэффективное оборудование, которое позволяет своим владельцам извлекать максимальную выгоду в процессе работе, достигать высоких показателей скорости и полезного эффекта
ПодробнееИНСТРУМЕНТ СТРОИТЕЛЬНЫЙ
0628592 ожетдая Открытое акционерное общество "Ижсталь" - крупнейший и старейший в России производитель топоров, столярных ножовок, напильников и другого инструмента, а также всех видов проката. ООО "Ижсталь-ТНП"
ПодробнееМЫ ЛЮБИМ РАБОТАТЬ С ДРЕВЕСИНОЙ!
МЫ ЛЮБИМ РАБОТАТЬ С ДРЕВЕСИНОЙ! ИНДИВИДУАЛЬНЫЕ РЕШЕНИЯ ДЛЯ ВАШЕГО БИЗНЕСА Производственные линии и станки, проектирование, обучение, инструмент www.tiswood.ru 1 Завод машиностроения «MADREW» Специализируется
ПодробнееТЕЛЕЖКИ ГРУЗОВЫЕ 2-х и 4-х КОЛЕСНЫЕ
0622753 О 0 0 " Т Р А Н С Л А й Т " 107140 МОСКВА ул В. КРАСНОСЕЛЬСКАЯ 2 Т/Ф 2344907 234 4908 ТЕЛЕЖКИ ГРУЗОВЫЕ 2х и 4х КОЛЕСНЫЕ НТ1888 алюминиевая Грузоподъемность кг Подходит для перевозки газовых и других
ПодробнееПЛАНИРОВАНИЕ РАСКРОЯ ПИЛОВОЧНОГО СЫРЬЯ
Г. Н. Левинская ПЛАНИРОВАНИЕ РАСКРОЯ ПИЛОВОЧНОГО СЫРЬЯ Екатеринбург 2012 52 МИНОБРНАУКИ РОССИИ ФГБОУ ВПО «Уральский государственный лесотехнический университет» Кафедра механической обработки древесины
ПодробнееПриложение 11. Программа «Распил бревен».
Приложение 11. Программа «Распил бревен». Страница 1 Приложение 11. Программа «Распил бревен». Общее описание. Подробное обсуждение технологии переработки древесины выходит за рамки данной работы. В данном
ПодробнееKON tca MINOLTA. _. г
0525199 KON tca MINOLTA СИСТЕМА ПО ЦИФРОЙ ТИЗАЦИИ "АЗИНА MTJ Программный Konica Minolta, i процессами фотомагази система полностью совмег Konica Minolta серии R. СЕРИИ R _. г,знный специалистами (я полного
ПодробнееВозможности Smart-4-Fax
ВЕКСАТЕЛ системы компьютерной телефонии Возможности Smart-4-Fax Драйвер виртуального принтера Smart-4-Fax, включенный в комплект поставки Smartphone Client, позволяет отправлять по факсу любые документы,
ПодробнееЭлектронный архив УГЛТУ
Уласовец В.Г. (УГЛТУ, г. Екатеринбург, РФ) [email protected] КОРРЕКТИРОВКА ВЕЛИЧИН ОПТИМАЛЬНЫХ РАЗМЕРОВ ДОСОК ПРИ РАСПИЛОВКЕ БРЕВЕН CORRECTION OF MAGNITUDES OF BOARD OPTIMUM SIZES AT THE LOG SAWING Оптимальные
ПодробнееГОСТ Производство лесопильное
ГОСТ 18288-87 Производство лесопильное МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ПРОИЗВОДСТВО ЛЕСОПИЛЬНОЕ Термины и определения Дата введения: 01.01.89 Настоящий стандарт устанавливает термины и определения понятий
ПодробнееОб Системы охлаждения жидкости
Об 0 Системы охлаждения жидкости Системы охлаждения жидкости производства «ОЛЕКС ХОЛДИНГ» Охладители жидкости Сфера применения охлаждения жидкостей безгранична - это пищевая промышленность, машиностроение,
ПодробнееСерия датчиков DSP 600
Серия датчиков DSP 600 Искусство совершенного "развал-схождения" \\ HUNTER Engineering Company Hunter DSP600 искусство совершенного "развал схождения" Разработан, что-бы быть доступным и надёжым: Скорость
Подробнееelectronica Широкий ряд продукции ЮНИОН НИКО
0624381 electronica Широкий ряд продукции ЮНИОН НИКО хщ\ Электроника - Оказывая глобальное влияние Основанная в 1973 г. фирма "Электроника" занимается выпуском и продажей инвестиционных товаров и оборудования
ПодробнееДИАГРАММА СКОРОСТИ РЕЗАНИЯ
ДИАГРАММА СКОРОСТИ РЕЗАНИЯ Диаграмма отображает необходимую мощность в зависимости от диаметра пилы. Мощность расчитана на одну пилу. Мощность, квт Продольная резка Поперечная резка Max Min Диаметр пилы,
ПодробнееISSN ИВУЗ. «Лесной журнал»
ISSN 0536 1036. ИВУЗ. «Лесной журнал». 2003. 5 86 УДК 674.038.6 Д.В. Иванов Иванов Давид Васильевич родился в 1937 г., окончил в 1959 г. Архангельский лесотехнический институт, кандидат технических наук,
ПодробнееПОТОКЕ НЕСОРТИРОВАННЫХ БРЕВЕН
ВЛИЯНИЕ РАСПИЛОВКИ В РАМНОМ ПОТОКЕ НЕСОРТИРОВАННЫХ БРЕВЕН НА ПОКАЗАТЕЛИ РАСХОДА ДРЕВЕСИНЫ В.Ф. ВЕТШЕВА, проф. каф. технологии деревообработки СибГТУ, д-р техн. наук, А.Н. СЫЧЕВ, ст. преподаватель СибГТУ
ПодробнееUp-Shear. Фрезы серии «Up-Shear» для ЧПУ
Профессиональ И' режущий инструмент / Up-Shear Фрезы серии «Up-Shear» для ЧПУ Новое поколение выпускаемых WPW промышленных фрез Up-Shear обьединяет преимущества геометрии дорогостоящих спиральных фрез
ПодробнееНастольные компьютеры Mac
1209039 Настольные компьютеры Mac COMPUTERS Mac mini Самый доступный и самый экономичный Мае разместится где угодно. В изящном корпусе скрывается мощный полноразмерный компьютер. Современная графическая
ПодробнееПРОИЗВОДСТВО МЕТАЛЛОИЗДЕЛИЙ
0514249 ПРОИЗВОДСТВО МЕТАЛЛОИЗДЕЛИЙ О ПРЕДПРИЯТИИ В настоящий момент ООО "ПМИ" является одним из ведущих производителей оцинкованной посуды в России. Большие мощности, опыт и высокий уровень квалификации
ПодробнееСтанок Брусующий СБР
Станок Брусующий СБР Описание Станок предназначен для получения лафета, необрезной доски и горбыля из круглого бревна диаметром до 450 мм. Размер между пилами устанавливается при помощи винтовой пары вручную.
ПодробнееБрусовальный дисковый станок ЦМКД-28А
Брусовальный дисковый станок ЦМКД-28А Предназначен для продольной распиловки тонкомерных бревен, в том числе низкокачественных и короткомерных, на брусья и доски. По назначению станок заменяеет лесопильную
ПодробнееБаза нормативной документации:
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ РАМЫ ЛЕСОПИЛЬНЫЕ ВЕРТИКАЛЬНЫЕ ОДНОЭТАЖНЫЕ ОСНОВНЫЕ ПАРАМЕТРЫ. НОРМЫ ТОЧНОСТИ ГОСТ 10295-90 (СТ СЭВ 4997-85 и СТ СЭВ 6686-89) ИЗДАТЕЛЬСТВО
ПодробнееСтанок продольной распиловки СПР
Мы разрабатываем и производим высокоэффективное оборудование, которое позволяет своим владельцам извлекать максимальную выгоду в процессе работе, достигать высоких показателей скорости и полезного эффекта
Подробнееcqoeo ЛЕНТОЧНОПИЛЬНЫЕ СТАНКИ
0624398 cqoeo ЛЕНТОЧНОПИЛЬНЫЕ СТАНКИ рограируемые Станки серии CNC и NC CNC серия Станки Cosen серии CNC имеют 2 вида исполнения: консольные и двухстоечные. Надёжные с передовыми технологиями - это слова
ПодробнееМЕХАНИЧЕСКИЙ ЗАВОД. каталог
0619403 342 МЕХАНИЧЕСКИЙ ЗАВОД каталог 342 МЕХАНИЧЕСКИЙ ЗАВОД II &5Ь,Я] 1 Я ihwbv* 1!^ WVTtt* «.. В 1995 году 342 Механический завод начал выпуск широкого ассортимента вибропрессованных изделий на оборудовании
ПодробнееCYKLOP INTERNATIONAL
ф ТРАНСПАК ф комплексные решения систем транспортной упаковки Системы автоматической паллетизации и упаковки продукции в стретч пленку. СТРЕТЧ ТЕХНОЛОГИИ Полуавтоматические паллетоупаковщики CYKLOPGL200
Подробнееиене» nisi ИИМЭЭЬИНХЭ! Ml л *** л*.
иене» nisi ИИМЭЭЬИНХЭ! Ml л *** л*. высокие технологии ОТИК - российская многопрофильная высокотехнологичная ко со следующими направлениями деятельности: создание корпоративных и ведомственных спутниковых
ПодробнееГ.Ф. Прокофьев, И.И. Иванкин
ISSN 0536 1036. ИВУЗ. «Лесной журнал». 2008. 1 107 УДК 65.011.56:674.093 Г.Ф. Прокофьев, И.И. Иванкин Прокофьев Геннадий Федорович родился в 1940 г., окончил в 1964 г. Архангельский лесотехнический институт,
ПодробнееМЫ ЛЮБИМ РАБОТАТЬ С ДРЕВЕСИНОЙ!
МЫ ЛЮБИМ РАБОТАТЬ С ДРЕВЕСИНОЙ! РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЛЕСОПИЛЬНЫХ И ДЕРЕВООБРАБАТЫВАЮЩИХ ПРЕДПРИЯТИЙ КРУГЛЫЕ ПИЛЫ TISWOOD ДЛЯ МНОГОПИЛЬНЫХ СТАНКОВ Круглые пилы для станков MADREW, Söderhamn Eriksson,
ПодробнееЧЕТЫРЕХСТОРОННИЕ СТАНКИ
0709766 ЧЕТЫРЕХСТОРОННИЕ СТАНКИ НОВЫЕ ТЕХНОЛОГИИ ДЕРЕВООБРАБОТКИ СЕРИЯ SPRINTER Четырехсторонний станок SPRINTER SP 5-23 npi 1.НЫХ I 2 W/NJVER НОВЫЕ ТЕХНОЛОГИИ ДЕРЕВООБРАБОТКИ шит Отличительные характеристики
ПодробнееМНОГОПИЛЬНАЯ ДИСКОВАЯ ПИЛА DPPE 60
Kаталог продуктов МНОГОПИЛЬНАЯ ДИСКОВАЯ ПИЛА DPPE 60 Новое поколение многопильных станков для продольного пиления досок и брусьев с программным управлением шириной и раскроем для четырех пильных втулок
Подробнее115533, Москва, проспект Андропова, 22/30 Тел.: (095) , Факс: (095)
115533, Москва, проспект Андропова, 22/30 Тел.: (095) 118-1800, Факс: (095) 114-5878 E-mail: [email protected], http:/www.litaform.ru Акционерное общество "Литаформ" комплексная инжиниринговая, научноисследовательская
Подробнее^ЛЕКТРОШЫЕ СТРЕЛКОВЫЕ ТРЕНАЖЕРЫ
os00142 ^ЛЕКТРОШЫЕ СТРЕЛКОВЫЕ ТРЕНАЖЕРЫ Стрелковый тренажёр СКАТТ это электронный компьютерный тренажёр, предназначенный для обучения и совершенствования техники пулевой стрельбы. Стрелковые тренажёры
ПодробнееАНГАРСКАЯ ЛИСТВЕННИЦА, СОСНА, КЕДР
Производство и монтаж комплектов домов из оцилиндрованного бревна, комплектация обрезными и отделочными пиломатериалами, производство деревянной черепицы (гонт, шиндель) ООО "БИГ ХАУС" АНГАРСКАЯ ЛИСТВЕННИЦА,
Подробнееdocplayer.ru
Программа Оптимизации Раскроя Бревен
Оптимизация раскроя бревен. Цель оптимизации раскроя пиловочника – увеличение выхода пиломатериалов требуемого размера и качества. На производствах в Европе и США это достигается путем грамотной сортировки сырья и его раскряжевки на бревна длиной 3–4 метра. Отбор частично происходит и за счет долговременного грамотного лесопользования, когда искривленный лес стараются не выращивать. Его убирают во время рубок ухода, поэтому доля искривленного леса там ниже, чем в России. Также существует ряд методов для увеличения процента выхода качественных пиломатериалов непосредственно на производстве.
- Дисковая пилорама с системой оптимизации раскроя. Программа оптимизация раскроя бревна поставляется с оборудованием .
- Программа оптимизации распила - SawsOptimization.
Организации. Предварительная сортировка бревен. От предварительной сортировки бревен по диаметрам, длине, овальности, сбежистости и кривизне ствола зависит не только выход пилопродукции. Если головным оборудованием являются лесопильные рамы, то сортировка влияет на стабильность работы всего лесопильного потока. В современных линиях сортирования бревен на начальном этапе происходит лазерное сканирование бревна по всей длине для оценки его геометрических и качественных параметров. От вида измерительной системы в значительной степени зависит экономическая эффективность работы всей линии, при этом стоимость системы составляет не более 1. По данным компании «Автоматика- вектор» (г.
Архангельск), при применении сканера, работающего в одной плоскости, качество сортировки по диаметрам северных и сибирских бревен составляет порядка 8. Оставшиеся 2. 0% будут «непоставными», то есть не соответствующими рациональному поставу.
При этом среди них примерно половина бревен будет большего диаметра, вторая половина – меньшего. При использовании двухплоскостного сканера для тех же условий сортировки непоставность снизится до 1. Еще больший эффект дает применение системы 3. D- измерений, когда с высокой точностью (погрешность не более 1%) сканируется вся поверхность бревна, строится модель поверхности, а по параметрам модели вычисляется сортировочный размер для последующей распиловки бревна. Количество непоставных бревен при 3. D- сортировке сокращается до 4–5%, а кроме того, появляется возможность сортировать бревна по кривизне. Процент полезного выхода пиломатериалов можно увеличить еще, если использовать специальную программу сортировки, учитывающую уменьшение сортировочного диаметра в зависимости от кривизны бревна.
Скачать раскрой cutting - программу оптимизации линейного раскроя бревна и профиля. Система оптимизации «БАРС ОПТИМА» - программа для пострения рациональных Работа в системе оптимизации раскроя бревна осуществляется.
В сравнении с одноплоскостным сканером система 3. D- измерений позволяет увеличить полезный выход на 1,0–1,2%. Экономическая эффективность применения такой системы проявляется при минимальном месячном объеме лесопиления 2. Борьба с закомелистостью.
Бревна с закомелистостью сложно надежно базировать при продольном распиливании, это также приводит к снижению полезного выхода пиломатериалов. Закомелистость характеризуется заметным увеличением диаметра в нижней части ствола и встречается практически у всех пород.
Это частный случай сбежистости, когда диаметр круглых лесоматериалов у комлевого торца превышает более чем в 1,2 раза диаметр сортимента на расстоянии одного метра. Предварительно отобранные бревна с закомелистостью поступают в отдельные карманы линии сортировки бревен и далее – на участок снятия сбежистости. Немецкая компания Baljer & Zembrod выпускает установки для редуцирования оснований стволов, позволяющие убирать закомелистость у бревен с диаметром ствола от 1. Станки для редуцирования различаются как по виду механизма резания, так и по виду механизма привода подачи бревна. Чаще всего в таких станках в качестве механизма резания используется либо ножевой вал, либо роторная головка. Ножевой вал может быть до 1,5 м длиной.
Он располагается параллельно оси бревна и снимает с комля кругляка излишнюю сбежистость методом поперечного фрезерования, как на позиционных оцилиндровочных станках. Бревно с закомелистостью подается захватами с поперечного конвейера на сварную станину станка с установленными на ней призматическими балками, несущими зубчатые ролики. Эти ролики служат для центрирования и кантования бревна при обработке. Бревно укладывается на позицию обработки таким образом, чтобы комель консольно свешивался с последней балки станины станка, параллельно ножевому валу. Далее бревно и ножевой вал приводятся во вращение относительно друг друга, а затем режущий инструмент надвигается на комель бревна параллельно его оси, осуществляя снятие излишков древесины способом поперечного фрезерования. Надвигание ножевого вала на комель бревна, вращаемого кантователем вокруг продольной оси, осуществляется с помощью гидрофицированной консоли или гидроцилиндра. Вращение бревна может обеспечиваться и за счет прижима к нему блока из двух колес, приводимых в движение гидромотором.
После окончания обработки ножевой вал отключается и возвращается в исходное положение, приводные вальцы- колеса вращения бревна поднимаются вверх, освобождая обработанное бревно. Захваты станка сбрасывают бревно на поперечный цепной конвейер и далее – на линию сортировки или раскроя бревна. В станках другой конструкции для снятия закомелистости может применяться комбинированная роторная головка, аналогичная головке окорочного станка.
Бревно подается седлообразными рифлеными вальцами в просвет роторной головки, оснащенной резцами- короснимателями и дополнительными резцами для оцилиндровки комлевой части бревна. Это позволяет за один проход бревна через станок осуществить и окорку, и снятие закомелистости. Такие станки называются окорочно- калибровочными. Поскольку при обработке комля образуется много стружки, станок поднимают на высоту 1,5–2,0 м, а под зоной резания устанавливают ленточный конвейер или бункер для сбора отходов обработки. Если бревна со значительной закомелистостью встречаются в производстве редко, можно использовать технологию предварительного плоского фрезерования закомелистой части, разработанную компанией EWD (Германия).
На нижней поверхности комля формируется базовая плоскость, аналогично обработке на фуговальном станке. Это способствует более надежному базированию бревна в момент его входа в лесопильную линию. Проходя через автоматическое поворотное устройство, установленное перед фуговальным станком, бревно автоматически разворачивается кривизной вверх. Подача бревна из поворотного устройства к станку обеспечивается механизмом с автоматически регулируемым уровнем транспортной цепи, в соответствии с кривизной, сбежистостью, диаметром и длиной подаваемого бревна. Использование этого приема позволяет заметно сократить на выходе объем пилопродукции с обзольной частью. Раскрой бревна без предварительной сортировки.

Некоторые виды лесопильного оборудования позволяют осуществлять распиловку бревен без предварительной сортировки по диаметрам и кривизне. Бревно сканируется, и информация о его кривизне, диаметре, сбежистости поступает на устройство автоматического управления. Оно определяет пространственное базирование бревна перед распиловкой, оптимизирует постав в соответствии со спецификацией продукции, назначает наиболее целесообразные режимы пиления.
Следом за сканером устанавливается автоматический кантователь бревна, разворачивающий и подающий бревно в станок при кривизне в одной плоскости «горбом» вверх, что позволяет получить максимальную суммарную площадь досок с продольной кривизной по кромке. В дальнейшем, раскроив такие доски на более короткие, можно получить более качественный пиломатериал. Автоматический кантователь представляет собой жесткую сварную раму, внутри него на роликах вращается ротор, в просвете которого установлены подающие вальцы. По информации, полученной сканером, процессор системы управления линией дает команду на кантователь для разворота бревна вокруг продольной оси, в соответствии со схемой раскроя. ВЫПРЯМЛЕНИЕ БРЕВЕН ПРИ ПИЛЕНИИПри обработке тонкомерных лесоматериалов диаметром до 2.
Использование таких устройств позволяет значительно повысить коэффициент полезного выхода пиломатериалов и обеспечить заданную геометрию выпиленных досок с искривлением не более 1. Duplo Dbm-120 Инструкция На Русском на этой странице.
insertfe.netlify.com
Программа Для Оптимизации Раскроя Бревен
Дисковая пилорама: Оптимизация раскроя бревна на дисковой пилораме. Завантаження списк.
Оптимизация раскроя бревен. Цель оптимизации раскроя пиловочника – увеличение выхода пиломатериалов требуемого размера и качества.
На производствах в Европе и США это достигается путем грамотной сортировки сырья и его раскряжевки на бревна длиной 3–4 метра. Отбор частично происходит и за счет долговременного грамотного лесопользования, когда искривленный лес стараются не выращивать.
Его убирают во время рубок ухода, поэтому доля искривленного леса там ниже, чем в России. Также существует ряд методов для увеличения процента выхода качественных пиломатериалов непосредственно на производстве. Организации. Предварительная сортировка бревен.
Демонстрация программы оптимизации раскроя бревен Soft Timber 1c-soft.ru.
Оптимизация раскроя бревна по программе "Optima Visual Assistant" с системой машинного зрения и дополненной реальности на . Компьютерная программа - Оптимальный раскрой бревен на. Для решения вопроса оптимизации раскроя пиловочных бревен с целью. Программа «Барс Оптима» - уникальная разработка специалистов НПО «БАРС». Работа в системе оптимизации раскроя бревна осуществляется . Дисковая пилорама с системой оптимизации раскроя. Программа продается вместе с пилорамой? Цель оптимизации раскроя пиловочника – увеличение выхода. Программа оптимизации распила - SawsOptimization.
От предварительной сортировки бревен по диаметрам, длине, овальности, сбежистости и кривизне ствола зависит не только выход пилопродукции. Если головным оборудованием являются лесопильные рамы, то сортировка влияет на стабильность работы всего лесопильного потока. В современных линиях сортирования бревен на начальном этапе происходит лазерное сканирование бревна по всей длине для оценки его геометрических и качественных параметров. От вида измерительной системы в значительной степени зависит экономическая эффективность работы всей линии, при этом стоимость системы составляет не более 1. По данным компании «Автоматика- вектор» (г. Архангельск), при применении сканера, работающего в одной плоскости, качество сортировки по диаметрам северных и сибирских бревен составляет порядка 8.
Программа оптимизации раскроя бревна: Процесс распиловки можно полностью доверить оптимизации раскроя, которая сама разложит на бревне . Оптимизация раскроя круглого леса (бревен). Распиловка бревен (раскрой бревен) на пиломатериалы. Программа раскроя бревна на доски.
Оставшиеся 2. 0% будут «непоставными», то есть не соответствующими рациональному поставу. При этом среди них примерно половина бревен будет большего диаметра, вторая половина – меньшего. При использовании двухплоскостного сканера для тех же условий сортировки непоставность снизится до 1. Еще больший эффект дает применение системы 3. D- измерений, когда с высокой точностью (погрешность не более 1%) сканируется вся поверхность бревна, строится модель поверхности, а по параметрам модели вычисляется сортировочный размер для последующей распиловки бревна.
Количество непоставных бревен при 3. D- сортировке сокращается до 4–5%, а кроме того, появляется возможность сортировать бревна по кривизне. Процент полезного выхода пиломатериалов можно увеличить еще, если использовать специальную программу сортировки, учитывающую уменьшение сортировочного диаметра в зависимости от кривизны бревна.
В сравнении с одноплоскостным сканером система 3. D- измерений позволяет увеличить полезный выход на 1,0–1,2%. Экономическая эффективность применения такой системы проявляется при минимальном месячном объеме лесопиления 2. Борьба с закомелистостью.
Бревна с закомелистостью сложно надежно базировать при продольном распиливании, это также приводит к снижению полезного выхода пиломатериалов. Закомелистость характеризуется заметным увеличением диаметра в нижней части ствола и встречается практически у всех пород.
Это частный случай сбежистости, когда диаметр круглых лесоматериалов у комлевого торца превышает более чем в 1,2 раза диаметр сортимента на расстоянии одного метра. Предварительно отобранные бревна с закомелистостью поступают в отдельные карманы линии сортировки бревен и далее – на участок снятия сбежистости.
Немецкая компания Baljer & Zembrod выпускает установки для редуцирования оснований стволов, позволяющие убирать закомелистость у бревен с диаметром ствола от 1. Станки для редуцирования различаются как по виду механизма резания, так и по виду механизма привода подачи бревна. Чаще всего в таких станках в качестве механизма резания используется либо ножевой вал, либо роторная головка. Ножевой вал может быть до 1,5 м длиной. Он располагается параллельно оси бревна и снимает с комля кругляка излишнюю сбежистость методом поперечного фрезерования, как на позиционных оцилиндровочных станках. Бревно с закомелистостью подается захватами с поперечного конвейера на сварную станину станка с установленными на ней призматическими балками, несущими зубчатые ролики. Эти ролики служат для центрирования и кантования бревна при обработке.
Бревно укладывается на позицию обработки таким образом, чтобы комель консольно свешивался с последней балки станины станка, параллельно ножевому валу. Далее бревно и ножевой вал приводятся во вращение относительно друг друга, а затем режущий инструмент надвигается на комель бревна параллельно его оси, осуществляя снятие излишков древесины способом поперечного фрезерования. Надвигание ножевого вала на комель бревна, вращаемого кантователем вокруг продольной оси, осуществляется с помощью гидрофицированной консоли или гидроцилиндра. Вращение бревна может обеспечиваться и за счет прижима к нему блока из двух колес, приводимых в движение гидромотором. После окончания обработки ножевой вал отключается и возвращается в исходное положение, приводные вальцы- колеса вращения бревна поднимаются вверх, освобождая обработанное бревно. Захваты станка сбрасывают бревно на поперечный цепной конвейер и далее – на линию сортировки или раскроя бревна. В станках другой конструкции для снятия закомелистости может применяться комбинированная роторная головка, аналогичная головке окорочного станка.
Бревно подается седлообразными рифлеными вальцами в просвет роторной головки, оснащенной резцами- короснимателями и дополнительными резцами для оцилиндровки комлевой части бревна. Это позволяет за один проход бревна через станок осуществить и окорку, и снятие закомелистости. Такие станки называются окорочно- калибровочными. Поскольку при обработке комля образуется много стружки, станок поднимают на высоту 1,5–2,0 м, а под зоной резания устанавливают ленточный конвейер или бункер для сбора отходов обработки. Олюнин С. Уроки Лепки Из Пластилина. Если бревна со значительной закомелистостью встречаются в производстве редко, можно использовать технологию предварительного плоского фрезерования закомелистой части, разработанную компанией EWD (Германия). На нижней поверхности комля формируется базовая плоскость, аналогично обработке на фуговальном станке. Это способствует более надежному базированию бревна в момент его входа в лесопильную линию.
Проходя через автоматическое поворотное устройство, установленное перед фуговальным станком, бревно автоматически разворачивается кривизной вверх. Подача бревна из поворотного устройства к станку обеспечивается механизмом с автоматически регулируемым уровнем транспортной цепи, в соответствии с кривизной, сбежистостью, диаметром и длиной подаваемого бревна. Использование этого приема позволяет заметно сократить на выходе объем пилопродукции с обзольной частью. Раскрой бревна без предварительной сортировки. Некоторые виды лесопильного оборудования позволяют осуществлять распиловку бревен без предварительной сортировки по диаметрам и кривизне.
Бревно сканируется, и информация о его кривизне, диаметре, сбежистости поступает на устройство автоматического управления. Оно определяет пространственное базирование бревна перед распиловкой, оптимизирует постав в соответствии со спецификацией продукции, назначает наиболее целесообразные режимы пиления. Следом за сканером устанавливается автоматический кантователь бревна, разворачивающий и подающий бревно в станок при кривизне в одной плоскости «горбом» вверх, что позволяет получить максимальную суммарную площадь досок с продольной кривизной по кромке. В дальнейшем, раскроив такие доски на более короткие, можно получить более качественный пиломатериал.
Автоматический кантователь представляет собой жесткую сварную раму, внутри него на роликах вращается ротор, в просвете которого установлены подающие вальцы.
taxdownloadfree.netlify.com