Лабораторная работа - Моделирование и оптимизация технологических процессов. Тема - Исходная информация о внешнем виде и конструкции швейного изделия - файл 1.docx. Моделирование и оптимизация технологических процессов
Моделирование и оптимизация процессов
91
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Воронежская государственная лесотехническая академия»
Методические указания к лабораторным работам
для студентов специальности
260100 (250401)– Лесоинженерное дело
Воронеж 2012
УДК 674:330.115.001.57
Пошарников Ф.В., Гудков А.Ю., Свиридов В.Г. Моделирование и оптимизация процессов [Текст]: методические указания к лабораторным работам для студентов специальности 260100 – Лесоинженерное дело / Пошарников Ф.В., Гудков А.Ю., Свиридов В.Г., Абрамов В.В.; М-во образования и науки РФ, ФГБОУ ВПО «ВГЛТА». – Воронеж, 2012. – 86 с.
Печатается по решению учебно-методического совета
ФГБОУ ВПО «ВГЛТА» (протокол № от г.)
Рецензент профессор кафедры с-х машин ФГБОУ ВПО «Воронежский государственный университет имени императора Петра I» доктор технических наук, профессор К. Р. Казаров
Введение
Настоящие методические указания предназначены для студентов IV-Vкурса специальностей 260100, 250400.62 специализации «Технология лесопромышленного производства»и содержит рекомендации по выполнению практических работ, предусмотренных рабочей программой дисциплин «Моделирование и оптимизация процессов лесозаготовок».
В результате выполнения работ каждый студент углубляет знания о закономерностях функционирования технологических процессов и приобретает практические навыки в решении прикладных задач параметрической и структурной оптимизации с использованием математических моделей, методов оптимизации и средств вычислительной техники. Учитывая специфику лесодобывающей отрасли в условиях последовательного перехода к машинным способам производства работ, резко возрастает ответственность за принимаемые решения. При отказе от организационно-распорядительных методов управления производством и переходе к организационно-экономическим методам, без использования методов моделирования и оптимизации практически невозможно повышение эффективности лесопромышленных процессов.
В методических указаниях в краткой форме изложена методика решения части прикладных задач, которые могут встретиться в практической деятельности технолога лесозаготовок.
Лабораторная работа №1 Количественная оценка характеристик предмета труда математико-статистическими методами
( 2 часа )
1. ЦЕЛЬ РАБОТЫ:углубить представление о видах и характеристиках предмета труда, приобрести практические навыки их количественной оценки и использования числовых характеристик для решения прикладных производственных задач.
2. Содержание работы
2.1 Определить вид предмета труда в заданной операции процесса лесозаготовок и обосновать основные его характеристики, определяющие продолжительность его обработки.
2.2 Для исходных данных индивидуального задания выполнить расчеты числовых характеристик случайных величин, представляющих собой выборку значений одной из основных характеристик предмета труда заданной операции.
2.3. Уяснить физическую сущность результатов, составить гистограмму распределения случайной величины и вычертить кривую распределения частостей. Показать границы дисперсии и среднеквадратического отклонения.
2.4. Выполнить анализ результатов и сделать выводы.
В лесозаготовительной промышленности характеристики предмета труда обладают значительной изменчивостью, что вынуждает для количественной их оценки в практических целях использовать методы математической статистики.
Математическая статистика изучает случайные события, случайные величины и случайные процессы. В настоящей работе ставится задача статистической оценки случайных величин. Множество значений случайной величины представляет собой статистическую совокупность, которая может быть оценена числовыми характеристиками. Если статистическая совокупность содержит в себе все без исключения случайные значения, то ее называю генеральной статистической совокупностью. На практике инженер-технолог встречается с выборкой того или иного объема, так как на получение значений всей генеральной совокупности требуются большие затраты времени и средств. Как правило, в статистической совокупности некоторые случайные величины встречаются чаще, чем другие, т.е. большая их часть, группируется вокруг некоторого значения, которое называют центром группирования. Если мы имеем дело с выборкой, то центр группирования представляет собой среднее арифметическое. Для генеральной совокупности его аналогом является математическое ожидание.
В математической статистике для оценки генеральной совокупности используют числовые характеристики, получаемые по формулам с использованием опытных данных выборочной совокупности определенного объема. Наилучшей оценкой математического ожидания M(x) является выборочное среднее или, как его часто называют, среднее арифметическое —X.
Для суждения о характере генеральной совокупности нужны и другие величины, которые в совокупности (их называют числовыми характеристиками) дают исчерпывающую информацию.
К ним относятся:
D(x) — дисперсия, характеризует разброс случайной величины, относительно ее математического ожидания.
G(x) — среднеквадратическое отклонение, служит мерой разброса случайной величины относительно его среднего значения.
V(x) — коэффициент вариации, равен отношению среднего квадратического отклонения случайной величины к его математическому ожиданию.
Аs— асимметрия; Эк(x) — эксцесс, дают дополнительную информацию о форме распределения случайной величины (эксцесс — островершинность, асимметрия — скошенность).
Русским ученым П.Л. Чебышевым в математическую статистику введены понятия начальных и центральных моментов, которые позволяют получать дополнительную информацию и генеральной совокупности по материалам выборки.
Для лучшего усвоения практических приемов количественной оценки предмета труда в операциях лесопромышленного процесса обратимся к решению задачи на конкретном примере.
Задача решается по следующему словесному алгоритму с использованием табл. 1.
При значительном объеме выборки ее разбивают на несколько классов n, ориентировочное число которых находят из выражения:
| Таблица 1 | (Xi–X)4P(xi) | 58,422 | 40,896 | 9,125 | 0,042 | 0,736 | 17,907 | 58,472 | 52,732 | 242,33 | |
| (Xi–X)3P(xi) | -8,795 | -8,808 | -3,452 | -0,066 | 0,542 | 5,334 | 10,915 | 7,168 | 3 | 5,838 | |
| (Xi–X)2P(xi) | 1,324 | 1,897 | 1,306 | 0,102 | 0,400 | 1,589 | 2,038 | 0,974 | 2= D(Xi) | 11,63 | |
| (Xi –X)P(xi) | -0,199 | -0,409 | | -0,159 | 0,294 | 0,473 | 0,380 | 0,132 | 1 | 0,018 | |
| Xi3P(xi) | 65,91 | 297,00 | 918,73 | 1694,17 | 2009,64 | 1715,55 | 1109,38 | 354,29 | 2 | 8164,67 | |
| Xi2P(xi) | 5,07 | 19,80 | 54,04 | 89,17 | 95,70 | 74,59 | 44,38 | 13,12 | 1 | 395,87 | |
| XiP(xi) | 0,39 | 1,32 | 3,179 | 4,693 | 4,557 | 3,243 | 1,775 | 0,486 | X | 19,643 | |
| Частости P(xi)=m/N | 0.030 | 0,088 | 0,187 | 0,247 | 0,217 | 0,141 | 0,071 | 0,018 | P(Xi) | 0,999 | |
| Частоты mi | 12 | 35 | 74 | 98 | 86 | 56 | 28 | 7 | N | 396 | |
| | 13 | 15 | 17 | 19 | 21 | 23 | 25 | 27 | |||
| Границы интервалов | 12-14 | 14-16 | 16-18 | 18-20 | 20-22 | 22-24 | 24-26 | 26-28 | |||
| № интервала i | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | n=8 | |
n= 1+3,2lgN
где N— объем выборки (общее число случайных величин), а границы интервалов.
где Xmin,Xmax— минимальное и максимальное значения случайной величины в выборке;
h— интервал значений случайных величин, определяющий границы классов;
i— номер класса.
Для каждого класса определяют его середину по формуле
,
где Xi min,Xi max— границыi-го класса.
Определяют из выборки количество случайных величин, попадающих (частоту попадания) в каждый из классов — mi; проверка
Частоты попадания случайных значений в классы определяют из выражения
Находят среднее арифметическое выборочное
Вычисляют дисперсию
Моменты определяют по формулам:
начальные
центральные
Среднеквадратическое отклонение определяют по формуле
studfiles.net
Моделирование и оптимизация технологических процессов
Российский заочный институт текстильной и легкой Промышленности
Группа 420 специальность 260902 шифр 7108065С
Контрольная работа № ___1______
Вариант № _____5_______
Моделирование и оптимизация технологических процессов
Студента: Яриной Александры Васильевны
Дата получения и возврата контрольной работы преподавателем.
Отметка о получении зачета _____________________________________
Блузка женская полуприлегающего силуэта с центральной застёжкой на планке на десять обмётанных петель и десять пуговиц, расположенных группами, повседнего назначения. Воротник втачной, отложной, с отрезной стойкой.
Половинки переда с рельефами из проймы. Спинка целая с рельефами из проймы. Рукава втачные, рубашечного покроя, с притачными манжетами, концы которых застёгиваются на три обмётанные петли и три пуговицы. Воротник, манжеты, планки настрочены шириной шва 0,4 см.
1 Верхняя стойка воротника
2 Нижняя стойка воротника
3 Нижний воротник
4 Верхний воротник
5 Боковая часть спинки
6 Центральная часть спинки
7 Центральная часть переда
8 Боковая часть переда
9 Цельнокроеная планка
10 Рукав
11 Манжета
Таблица 1 Технологическая последовательность обработки блузки
| № п/п | Наименование неделимой операции | Спе циаль ность | Разряд | Время | Обродование |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Запуск | Р | 3 | 28 | |
| 2 | Обтачивание верхнего воротника нижним | М | 4 | 84 | DDL5550- 6B «JUKI» |
| 3 | Вывертывание отлета воротника | Р | 2 | 24 | Вручную |
| 4 | Приутюживание воротника | У | 3 | 20 | JVB-909 «JUKI» |
| 5 | Подкладывание отделочной строчки по воротнику | М | 4 | 74 | DDL5550- 6B «JUKI» |
| 6 | Обтачивание | М | 4 | 75 | DDL5550- 6B «JUKI» |
| 7 | Подрезание припусков ткани на швы в углах стойки воротника, Вывертывание стойки на лицевую сторону | Р | 2 | 30 | Ножницы |
| 8 | Приутюживание шва соединения отлета со стойкой воротника | У | 3 | 28 | JVB-909 «JUKI» |
| 9 | Прокладывание отделочной строчки около шва соединения отлета со стойкой | М | 4 | 46 | DDL5550- 6B «JUKI» |
| 10 | Стачивание рельефов на переде | М | 3 | 58 | DDL5550- 6B «JUKI» |
| 11 | Заутюживание рельефов на переде | У | 3 | 36 | JVB-909 «JUKI» |
| 12 | Притачивание цельнокроеной планки | М | 3 | 110 | LH-1152SL «JUKI» |
| 13 | Стачивание рельефов на спинке | М | 3 | 58 | DDL5550- 6B «JUKI» |
| 14 | Заутюживание рельефов на спинке | У | 3 | 24 | JVB-909 «JUKI» |
| 15 | Стачивание боковых сторон манжет | М | 2 | 42 | DDL5550- 6B «JUKI» |
| 16 | Вывертывание манжет на лицевую сторону | Р | 2 | 28 | Вручную |
| 17 | Приутюживание манжет | У | 3 | 15 | JVB-909 «JUKI» |
| 18 | Окантовывание разреза рукавов | М | 3 | 68 | DDL5510- 6 «JUKI» |
| 19 | Закрепление верхнего конца разреза | М | 3 | 34 | DDL5550-6B «JUKI» |
| 20 | Стачивание плечевых срезов | С | 3 | 35 | AEC-1500 «JUKI» |
| 21 | Втачивание рукавов в пройму | С | 4 | 120 | AEC-1500 «JUKI» |
| 22 | Стачивание боковых срезов полочек и спинки и нижних срезов рукавов с вкладыванием тканевой ленты с товарным знаком и контрольного ярлыка | С | 3 | 90 | AEC-1500 «JUKI» |
| 23 | Втачивание нижнего воротника в горловину | М | 4 | 100 | DDL5550- 6B «JUKI» |
| 24 | Настрачивание края верхнего воротника на горловину | М | 4 | 96 | DDL5550- 6B «JUKI» |
| 25 | Притачивание манжет к нижнему срезу рукава | М | 3 | 110 | DDL5550- 6B «JUKI» |
| 26 | Настрачивание манжеты по лицевой стороне рукава | М | 3 | 120 | DDL5550- 6B «JUKI» |
| 27 | Вывертывание рукавов на лицевую сторону | Р | 2 | 11 | Вручную |
| 28 | Обработка низа изделия | М | 3 | 90 | DDL5550- 6B «JUKI» |
| 29 | Обметывание петель, расположенных по борту | ПА | 3 | 48 | ACF -171-791S «JUKI» |
| 30 | Обметывание петель, расположенных на манжетах | ПА | 3 | 26 | ACF -171-791S «JUKI» |
| 31 | Удаление талонов с порядковыми номерами и другого производственного мусора | Р | 2 | 23 | Вручную |
| 32 | Окончательное вто | У | 4 | 63 | JVB-909 «JUKI» |
| 33 | Пришивание пуговиц по борту | ПА | 3 | 52 | ACF -161-373 «JUKI» |
| 34 | Пришивание плоских пуговиц с двумя отверстиями на манжетах | ПА | 3 | 23 | ACF -161-373 «JUKI» |
| 35 | Пришивание пуговиц на запасном кусочке ткани | ПА | 3 | 13 | ACF -161-373 «JUKI» |
| 36 | Навешивание товарного ярлыка и памятки | Р | 2 | 32 | |
| 37 | Застегивание петель на пуговицы | Р | 2 | 12 | |
| 38 | Маркировака блузок | Р | 2 | 11 | |
| 39 | Упаковка блузок | Р | 2 | 25 | |
| Итого Тизд | 1970 |
| 01 | 02 | 03 | 04 | 05 | 06 | 07 | 08 | 09 | 10 | 11 | Р | |
| 01 | X | I | I | 0 | 0 | 0 | I | I | 0 | I | 0 | 5 |
| 02 | I | X | 0 | I | 0 | 0 | 0 | 0 | 0 | I | 0 | 3 |
| 03 | I | 0 | X | I | 0 | 0 | I | I | I | I | 0 | 6 |
| 04 | 0 | I | I | X | 0 | 0 | 0 | 0 | 0 | I | 0 | 3 |
| 05 | 0 | 0 | 0 | 0 | X | I | I | 0 | 0 | 0 | 0 | 2 |
| 06 | 0 | 0 | 0 | 0 | I | X | 0 | I | 0 | 0 | 0 | 2 |
| 07 | I | 0 | I | 0 | I | 0 | X | I | I | 0 | 0 | 5 |
| 08 | I | 0 | I | 0 | 0 | I | I | X | I | 0 | 0 | 5 |
| 09 | 0 | 0 | I | 0 | 0 | 0 | I | I | X | 0 | 0 | 3 |
| 10 | I | I | I | I | 0 | 0 | 0 | 0 | 0 | X | I | 5 |
| 11 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | I | X | 1 |
Где 01, 02, 03, 04, 05, 06, 07, 08, 09, 10, 11 – номера деталей кроя;
I – наличие связи между деталями;
0 – отсутствие связи между деталями;
Р – сумма связей
Рис.1 Схема сборки изделия
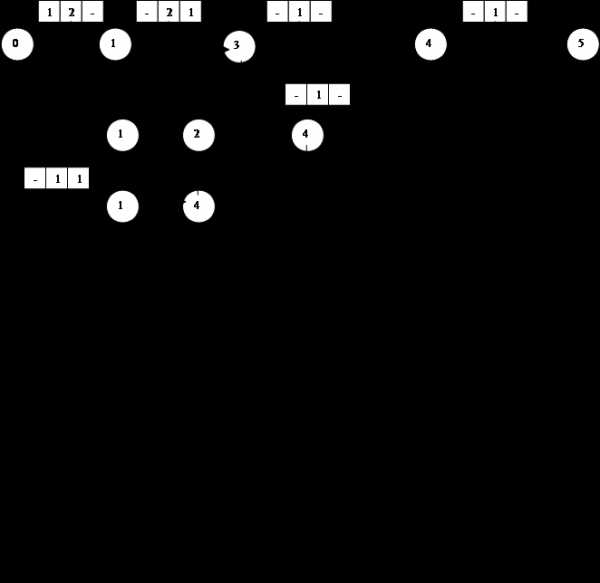
Задание 3
Рис.2 Граф процесс изготовления изделия
Список литературы
1 Проектирование предприятий швейной промышленности: Учебник для вузов/ А.Я. Изместьева, Л.П. Юдина, П.Н. Умняков и др. Под редакцией А.Я. Изместьевой. М.: Легкая и пищевая промышленность, 1983.
2 Проектирование технологических процессов изготовления швейных изделий / А.В. Чечкин, И.В. Гудим, В.Е. Мурыгин, Г.И. Будинова. М.: Легпромбытиздат, 1988.
stud24.ru
Лабораторная работа по дисциплине: моделирование и оптимизация технологических процессов. Тема - Исходная информация о внешнем виде и конструкции швейного изделия
Лабораторная работа по дисциплине: моделирование и оптимизация технологических процессов. Тема - Исходная информация о внешнем виде и конструкции швейного изделияскачать (518.5 kb.)Доступные файлы (1):
содержание1.doc
Реклама MarketGid: Художественно-эстетические требования к одежде заключаются в соответствии выбираемых моделей направлению моды по силуэту, форме, покрою, пропорциям, композиции, отделке. Эти требования учитываются в первую очередь и не зависят от типа производства и особенностей технологического процесса.Для расчета технологических процессов поточного промышленного производства (массового, серийного) выбираются такие модели, которые обеспечивают конструкционно-технологическую однородность изготовления изделий, единство методов обработки и применяемого оборудования.
Выбранные модели должны быть экономичны и технологичны.
Для проектирования технологических процессов изготовления одежды по индивидуальным заказам необходимо обеспечить возможность изготовления в нем практически любого изделия данного вида с любыми конструктивными и технологическими особенностями.
В этих условиях объектом для расчета технологического процесса являются не конкретные модели, а условное изделие, содержащее совокупность фасонов и конструктивно-технологических элементов, при этом необходимо определять удельный вес каждого элемента, составляющего указанную совокупность (процент повторяемости).Эскиз модели
Описание внешнего вида модели
Платье женское прилегающего силуэта, длина изделия выше линии колена на 2 см. Без воротника и карманов.
Полочка с рельефами из проймы до линии низа. Правый рельеф имеет сборку, начинающуюся от линии талии. Горловина овальная, расширение до середины плечевого шва.
Спинка со средним швом и рельефами из проймы до линии низа. Низ среднего шва оформлен щлицей. Горловина с V-образным вырезом, расширенным до середины плечевого шва.
Застёжка на тесьму-молнию в среднем шве спинки.
Рукава втачные, одношовные. Длина рукава до запястья.
По низу изделия и рукавов отделочная строчка, ширина шва 0,5 см.
Рекомендуемые размеры и роста для данного вида изделия:
От 164-92-96 до 176-112-120
Характеристика используемых материалов
Для изготовления платья была подобрана вискозная ткань креп-марокен цвета ультрамарин.
Ткани из вискозных нитей по сравнению с тканями из натурального шелка более массивные, жесткие, с более ярко выраженным переплетением за счет толщины нитей. Для них характерны значительные сминаемость и усадка; они имеют большую осыпаемость нитей по срезам деталей. Ткани обладают хорошими гигиеническими свойствами, что очень важно при эксплуатации платья в летнее время.
Креп-марокен – полукреповая вискозная ткань, напоминающая крепдешин из натурального шелка, но с меньшим креповым эффектом и более массивная, мягкая. Для выработки ткани используются вискозные нити 16,67 текс – в основе и вискозные креп 16,67 текс – в утке. Поверхностная плотность креп-марокенов 100-129 г/м2.
Выбор клеевых материалов для изготовления одежды определяется показателями качества образующихся клеевых соединений и пакетов одежды и зависит от ассортимента, назначения и выбранной технологии швейных изделий; условий эксплуатации одежды, способов ухода за изделиями; вида и свойств используемых для одежды основных материалов; химического состава, физико-химических и физико-механических свойств клеевых материалов; вида оборудования, применяемого для склеивания.
Для заданного вида изделия клеевое покрытие использовано в обтачке выреза полочки по горловине и в обтачке V-образного выреза спинки.
Подобран флизелин с точечным нанесением клея (Флизелин 25г/м точечный цв белый (рул 100, 200м) Class 4x4 65250)
Один из самых необходимых материалов для создания одежды являются нитки. При пошиве легкого ассортимента могут использоваться шелковые, хлопчатобумажные, синтетические нити. Основными требованиями к швейным ниткам являются обеспечение удовлетворительных пошивочных свойств и обеспечение необходимой прочности и износостойкости швов в процессе эксплуатации. В процессе производства одежды швейные нитки применяются для выполнения различных технологических операций: стачивание деталей, выполнение отделочных строчек, подшивание низа. Для обеспечения высокого качества и надежности ниточных соединений при изготовлении швейных изделий должно быть обеспечено рациональное использование швейных ниток.
В проектируемом изделии применяется застежка-молния. Застежка-молния состоит из двух рядов звеньев, укрепленных на полосах ленты; замка, который при передвижении замыкает или размыкает звенья; ограничителя хода замка. В данном случае использована застежка-молния с неразъемным ограничителем в цвет основной ткани.
Общая характеристика изделия
Общее назначение: бытовая одежда
Функциональное назначение: легкая одежда
Стилевое решение: классический стиль
Сезонность: летняя
По половому признаку: женская
Назначение изделия: повседневное
Ассортимент: легкая
Конструкция изделия – состав и взаимное расположение деталей изделия, и их соотношение между собой.
Элемент конструкции – составная часть всей конструкции изделия (рукав, полочка, спинка и т.д.)
Конструктивный элемент- часть элемента конструкции, изменение которой переводит предмет труда в новое конструктивное состояние посредством технологических воздействий ( изменение длины рукава, перевод вытачки и т.д.)
Конструктивные линии:
- Плечевой шов
- Боковой шов
- Шов проймы
- Шов втачивания рукава в пройму
- Средний шов спинки
- Линии рельефа полочки
- Линии рельефа спинки
Силуэтом называются внешние очертания, контуры какого-либо предмета. Силуэт дает представление об объемности фигуры, т.к. является проекцией объемной формы.
Различают 2 вида силуэта: скульптурный и декоративный. В данном случае использован скульптурный силуэт, который выявляет и повторяет формы человеческого тела.
Использована однотонная цветовая композиция (ультрамарин). Она не будет отвлекать внимание от красивой фигуры и подчеркнет элегантную сборку на полочке изделия.
Силуэт «песочные часы».
Технологичность конструкции
Цвет ткани однотонный без рисунков и без ворса, поэтому не нужна будет подборка рисунка и соблюдение направления ворса, за счет чего достигается экономичность ткани.
Модель не имеет сложных декоративных и конструктивных элементов, что экономит время обработки и сборки деталей и узлов.
^
Обработка низа изделия и рукавов
обработка застежки
Режимы выполнения ниточных соединений
| Вид шва и его изображение | Тип стежка | Ширина шва | Частота строчки | № игл | № ниток | Область применения |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 Стачной в разутюжку | челночный | 0,6-0,7 | 3-4 | 70 | 40 | Стачивание среднего среза спинки, боковых срезов |
| 2 В подгибку с закрытым срезом | челночный | 0,4-0,2 | 3-4 | 70 | 40 | Застрачивание низа изделия, низа подкладки |
| 3 Стачной в заутюжку | челночный | 1,0 | 3,5 | 70 | 40 | Стачивание рельефов спинки и полочки |
| 4 Обтачной | челночный | 0,5-0,7 | 3,5 | 70 | 40 | Обработка обтачки горловины полочки и спинки |
| 5 Шов настрачивания застежки - молнии | челночный | 1,0 | 4-5 | 70 | 40 | Застежка - молния в среднем шве спинки |
Изготовление выбранного женского платья не трудоемкое. При пошиве изделия рекомендуется использовать новейшее оборудование, которое сэкономит трудоемкость работы, уменьшит затраты. Все операции разделены на секции, группы, узлы. Заготовительная секция включает в себя группы запуска, обработки срезов деталей, обработку средней части полочки. Монтаж включает в себя основные операции при изготовлении. Секция - отделка содержит завершающие операции, необходимые для придания желаемой формы изделию.
Формализация информации об изделии, материалах и элементах конструкции изделия
Целью идентификации является информации об исходном объекте для формирования «именной» базы данных о модели и применяемых при ее изготовлении материалах. Для этого используют Общероссийский классификатор продукции ОК 005-93. С его помощью формируют шестизначный код изделия и пятизначный код материала.
Результаты кодирования изделия и используемых материалов занесены в таблицы №1 и №2.
^
Идентификация модели изделия
| Классификационные группировки | |||||||||
| XX | Вид продукции | X | Вид ассортимента | X | Вид изделия | X | Вид основного материала | X | Половозрастной признак |
| 85 | Изделия швейные | 3 | Изделия плательные | 1 | Платья (включая сарафаны, халаты) | 7 | из шелковых тканей | 2 | женские |
^
Идентификация материала изделия
| Классификационные группировки | |||||||
| XX | Вид продукции | X | Вид основного сырья | XX | Вид материала | X | Назначение материала изделия (A) |
| 83 | Ткани готовые и материалы нетканые | 7 | Ткани готовые шелковые | 1 | Ткани готовые шелковые плательные, блузочные, костюмные из искусственных нитей | 3 | креповые |
Слои изделия делят на элементы различных уровней.
Сведения о кодировании элементов конструкции заданного изделия представлены в таблице №3.
^
Информация о конструкции изделия
| Слой изделия (СИ) | Сборочные комплексы(СК) | Детали изделия (ДИ) | Конструктивные элементы (КЭ) | Полный код КЭ | ||||
| код | наименование | код | наименование | код | наименование | код | наименование | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 01 | верх | 01 | перед | 01 | Основная часть переда | 010 | Плечевой срез | 010.01.01.01 |
| 020 | Срез горловины | 020.01.01.01 | ||||||
| 030 | Срез низа | 030.01.01.01 | ||||||
| 040 | срез рельефа | 040.01.01.01 | ||||||
| 050 | Срез проймы | 050.01.01.01 | ||||||
| 02 | Боковая часть переда | 060 | Срез рельефа | 060.02.01.01 | ||||
| 070 | Срез низа | 070.02.01.01 | ||||||
| 080 | Боковой срез | 080.02.01.01 | ||||||
| 090 | Срез проймы | 090.02.01.01 | ||||||
| 03 | Обтачка горловины переда | 100 | Срез горловины | 100.03.01.01 | ||||
| 110 | Плевой срез | 110.03.01.01 | ||||||
| 120 | Внутренний срез | 120.03.01.01 | ||||||
| 02 | спинка | 04 | Основная часть спинки | 130 | Срез горловины | 130.04.02.01 | ||
| 140 | Плечевой срез | 140.04.02.01 | ||||||
| 150 | Срез проймы | 150.04.02.01 | ||||||
| 160 | Срез рельефа | 160.04.02.01 | ||||||
| 170 | Срез низа | 170.04.02.01 | ||||||
| 180 | Средний срез | 180.04.02.01 | ||||||
| 05 | Боковая часть спинки | 190 | Срез рельефа | 190.05.02.01 | ||||
| 200 | Срез низа | 200.05.02.01 | ||||||
| 210 | Боковой срез | 210.05.02.01 | ||||||
| 220 | Срез проймы | 220.05.02.01 | ||||||
| 06 | Обтачка горловины спинки | 230 | Срез горловины | 230.06.02.01 | ||||
| 240 | Плечевой срез | 240.06.02.01 | ||||||
| 250 | Внутренний срез | 250.06.02.01 | ||||||
| 03 | рукав | 07 | рукав | 260 | Срез оката | 260.07.03.01 | ||
| 270 | Передний срез | 270.07.03.01 | ||||||
| 280 | Срез низа | 280.07.03.01 | ||||||
Вывод
Конструкция изделия не имеет сложных декоративных и конструктивных элементов, что экономит время обработки и сборки деталей и узлов. За счет простых элементов сборки с обработкой узлов справится швея с низким разрядом, что положительно отразится на экономической части.
Цвет ткани однотонный без рисунков и без ворса, поэтому не нужна подборка рисунка и соблюдение направления ворса, за счет чего достигается экономичность ткани.
При раскрое важно соблюдать направление нитей основы.
Список литературы
- «Методические указания по выполнению контрольных работ по дисциплине моделирование и оптимизация технологических процессов» Степанченко Л. В, Екатеринбург 2009;
- «Унифицированная технология пошива легкого женского платья по индивидуальным заказам» ЦОТШЛ. ЦБНТИ. М, 1971.
- «женская легкая одежда. Технология» Коркина О.А, Екатеринбург 2009;
- «Общероссийский классификатор продукции ОК 005-93» (в ред. от 24.05.2000)
- лекции
gendocs.ru
Выбор модели - Лабораторная работа - Моделирование и оптимизация технологических процессов. Тема
Лабораторная работа - Моделирование и оптимизация технологических процессов. Тема - Исходная информация о внешнем виде и конструкции швейного изделияскачать (33.1 kb.)Доступные файлы (1):
содержание1.docx
Реклама MarketGid: Выбор моделиДля проектной работы при моделировании и оптимизации технологического процесса швейного потока выбран женский жакет.
Женский жакет классического стиля никогда не выходит из моды. Это актуальный вид одежды, он является универсальным и подходит для любых случаев, будь то повседневная обстановка или деловая. Любая женщина будет чувствовать себя уютно, комфортно и более уверенно в такой одежде, благодаря безупречному крою, элегантному силуэту и правильно подобранным цветам в ткани. Жакет идеально комбинируется и с юбкой и с брюками.
Модная верхняя одежда 2010 – это новые модные модели самых разных направлений и тенденций, разной цветовой гаммы и, одновременно, лёгкой и практичной. Модель подобрана в соответствии с современным стилем и направлением моды. В новом сезоне 2009-2010 многие дизайнеры отказались от ярких принтов и сложносочиненных форм, отдав предпочтение простым конструкциям и чистым натуральным цветам. Длина рукава будет актуальна как традиционная, так и до локтя. Это касается пальто и плащей. Выбор, предлагаемый модельерами, впечатляет огромным выбором пальто: классическое, полигональное, цветное, длинное и короткое, широкое и узкое, каждое из них уникально и неповторимо…
Конструкция модели должна быть технологичной и экономичной в отношении материальных и трудовых затрат. Модель должна отвечать всем показателям, обеспечивающим уровень качества продукции, а также требованиям, предъявляемым к ассортименту данного вида и его назначению.
Данная модель является экономичной, имеет полуприлегающий силуэт и небольшое количество отделочных деталей, что влияет на величину межлекальных выпадов в раскладке лекал.
Технологичность модели обеспечивается применением клеевых прокладок на таких операциях ВТО изделия, как дублирование верхнего воротника, листочек карманов, полочек, верха и низа рукавов, низа спинки.
Данная модель выполнена из гладкоокрашенной полушерстяной ткани. Гладкоокрашенная ткань не вызывает затруднения при раскрое, не требует подгонки рисунка и соблюдения симметричности при раскрое парных деталей, единственно, что необходимо соблюдать – это направление ворса.
Выбранная модель подходит для поточного промышленного производства .
Художественно-эстетические требования в одежде заключаются в соответствии с направлением моды. Эти требования учитываются в первую очередь и не зависят от типа производства и особенностей технологического процесса.
Для удовлетворения запросов потребителей необходимо изготовлять одежду массового производства с учётом предъявляемых к ней потребительских и промышленных требований.
К потребительским требованиям относят: соответствие одежды своему назначению.
Надёжность одежды характеризуется сопротивлением материалов и щвов разрывным нагрузкам, формоустойчивостью деталей и краёв одежды, износостойкостью материалов и конструкцией узлов деталей.
Гигиенические требования предусматривают меры защиты человека от воздействия неблагоприятных факторов внешней среды, от плохих погодных условий.
^
Полупальто женское, демисезонное, выполнено в классическом стиле, предназначено для повседневной носки, выполнено из гладкокрашеной, полушерстяной пальтовой ткани горчичного цвета, на подкладке из вискозы с рисунком.
Изделие среднего объема, полуприлегающего силуэта, застежка центральная однобортная, на четыре петли и пуговицы, петли прорезные, горизонтальные.
Линия плеч прямая, находится на естественном уровне, с верхними плечевыми накладками. Линии груди, талии, бёдер расположены также на естественном уровне.
Полочка – формообразование достигается за счет талиевой вытачки, куда при конструктивном моделировании, перенесена нагрудная. На полочке, в швах талиевых вытачек, расположены внутренние карманы с листочками.
Спинка состоит из двух деталей. Формообразование достигается за счет среднего и боковых швов. Плечевая вытачка отсутствует, заменена на посадку.
Рукав втачной, двухшовный, длиной 3\4, умеренного расширения; пройма овальная на естественном месте расположения.
Воротник стояче – отложной пиджачного типа, на круглой горловине, среднего прилегания, концы воротника имеют заостренную форму.
Подкладка притачная по линии низа изделия.
Для сохранения формы жакета использован прокладочный материал на клеевой основе.
По длине жакет на уровне бёдер. Рекомендуемые размеры и роста: 164-96-100, 164-100-104.
^
Формализация информации об элементах конструкции заданного изделия начинается с идентификации вида изделия и основного материала. Целью идентификации является информации об исходном объекте для формирования «именной» базы данных о модели и применяемых при ее изготовлении материалах. Для этого используют Общероссийский классификатор продукции ОК 005-93.
Общероссийский классификатор продукции (далее - ОКП) входит в состав Единой системы классификации и кодирования технико - экономической и социальной информации (ЕСКК) Российской Федерации. ОКП разработан и введен в действие на территории Российской Федерации взамен Общесоюзного классификатора промышленной и сельскохозяйственной продукции. ОКП предназначен для обеспечения достоверности, сопоставимости и автоматизированной обработки информации и продукции в таких сферах деятельности как стандартизация, статистика, экономика и другие. ОКП представляет собой систематизированный свод кодов и наименований группировок продукции, построенных по иерархической системе классификации.
С его помощью формируют шестизначный код изделия и пятизначный код материала.
Результаты кодирования изделия и используемых материалов занесены в таблицы №1 и №2.
Таблица №1
^
Классификационные группировки
XX
Вид продукции
X
Вид ассортимента
X
Вид изделия
X
Вид основного материала
X
Половозрастной
признак
85
Изделия швейные
1
Одежда
верхняя
1
Пальто и полупальто
5
Пальто и полупальто из шерстяных тканей
2
женские
85 1152
Таблица №2
^
Классификационные группировки
XX
Вид продукции
X
Вид основного сырья
XX
Вид материала
X
Назначение материала изделия (A)
83
Ткани готовые шерстяные
5
Ткани камвольные полушерстяные
3
Ткани готовые шерстяные пальтовые без драпов
2
Ткани камвольные тонкосуконные пполушерстяные (гладкокрашенные)
83 5325
В соответствии с теорией систем, конструкцию любого вида изделия, следует рассматривать как систему, состоящую из взаимосвязанных элементов, простых и сложных. Процесс задания ее структуры осуществляется посредством членения конструкции на составляющие элементы. Слои изделия делят на элементы различных уровней.
Сведения о кодировании элементов конструкции заданного изделия представлены в таблице №3.
^
Информация о конструкции изделия
| Слой изделия (СИ) | Сборочные комплексы(СК) | Детали изделия (ДИ) | Конструктивные элементы (КЭ) | Полный код КЭ | ||||
| код | наименование | код | наименование | код | наименование | код | наименование | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 01 | Верх | 01 | перед | 01 | Основная часть переда | 010 | Плечевой срез | 010.01.01.01 |
| 020 | Срез горловины | 020.01.01.01 | ||||||
| 030 | Срез борта | 030.01.01.01 | ||||||
| 040 | Срез низа | 040.01.01.01 | ||||||
| 050 | Срез вытачки | 050.02.01.01 | ||||||
| 060 | Боковой срез | 060.02.01.01 | ||||||
| 070 | Срез проймы | 070.02.01.01 | ||||||
| 02 | Под-борт | 080 | Плечевой срез | 080.02.01.01 | ||||
| 090 | Срез горловины | 090.02.01.01 | ||||||
| 100 | Срез борта | 100.03.01.01 | ||||||
| 110 | Срез низа | 110.03.01.01 | ||||||
| 120 | Внешний срез | 120.03.01.01 | ||||||
| 03 | Лис-точка кармана | 130 | Внешний срез | 130.03.01.01 | ||||
| 140 | Боковой срез | 140.03.01.01 | ||||||
| 150 | Внешний срез | 150.04.01.01 | ||||||
| 160 | Боковой срез | 160.04.01.01 | ||||||
| 170 | Срез проймы | 170.04.01.01 | ||||||
| 02 | Спинка | 04 | Основная часть спинки | 180 | Плечевой срез | 180.04.01.01 | ||
| 190 | Срез горловины | 190.04.01.01 | ||||||
| 200 | Средний срез спинки | 200.05.01.01 | ||||||
| 210 | Срез низа | 210.05.01.01 | ||||||
| 220 | Боковой срез | 220.05.01.01 | ||||||
| 03 | Рукав | 05 | Верхняя часть рукава | 230 | Срез оката | 230.05.01.01 | ||
| 240 | Передний срез | 240.06.02.01 | ||||||
| 250 | Срез низа | 250.06.02.01 | ||||||
| 260 | Локтевой срез | 260.06.02.01 | ||||||
| 06 | Нижняя часть рукава | 270 | Срез оката | 270.06.02.01 | ||||
| 280 | Передний срез | 280.06.02.01 | ||||||
| 290 | Срез низа | 290.07.02.01 | ||||||
| 300 | Локтевой срез | 300.07.02.01 | ||||||
| 04 | воротник | 07 | Нижний воротник | 310 | Срез отлета | 310.07.02.01 | ||
| 320 | Срез конца | 320.07.02.01 | ||||||
| 330 | Срез втачивания в горловину | 330.07.02.01 | ||||||
| 08 | Верхний воротник | 340 | Средний срез | 340.08.02.01 | ||||
| 350 | Срез отлета | 350.08.02.01 | ||||||
| 360 | Срез конца | 360.08.02.01 | ||||||
| 370 | Срез втачивания в горловину | 370.09.03.01 | ||||||
| 02 | Подкладка | 05 | Перед | 380 | Плечевой срез | 380.09.03.01 | ||
| 390 | Срез горловины | 390.09.03.01 | ||||||
| 400 | Срез притачивания к подборту | 400.09.03.01 | ||||||
| 410 | Срез низа | 410.10.03.01 | ||||||
| 420 | Боковой срез | 420.10.03.01 | ||||||
| 430 | Срез проймы | 430.10.03.01 | ||||||
| 09 | Подкладка кармана | 440 | Срез подкладки кармана | 440.10.03.01 | ||||
| 06 | Спинка | 10 | 450 | Срез горловины | 450.11.04.01 | |||
| 460 | Плечевой срез | 460.11.04.01 | ||||||
| 470 | Срез проймы | 470.11.04.01 | ||||||
| 480 | Боковой срез | 480.11.04.01 | ||||||
| 490 | Срез низа | 490.12.04.01 | ||||||
| 500 | Средний срез | 500.12.04.01 | ||||||
| 07 | Рукав | 11 | Верхняя часть рукава | 510 | Срез окота | 510.12.04.01 | ||
| 530 | Передний срез | 520.13.05.02 | ||||||
| 540 | Срез низа | 530.13.05.02 | ||||||
| 550 | Локтевой срез | 540.13.05.02 | ||||||
| 12 | Нижняя часть рукава | 560 | Срез оката | 550.13.05.02 | ||||
| 570 | Передний срез | 560.14.05.02 | ||||||
| 580 | Срез низа | 570.14.05.02 | ||||||
| 590 | Локтевой срез | 580.14.05.02 |
Вывод
Конструкция модели должна быть технологичной и экономичной в отношении материальных и трудовых затрат. Модель должна отвечать всем показателям, обеспечивающим уровень качества продукции, а также требованиям, предъявляемым к ассортименту данного вида и его назначению.
Данная модель является экономичной, имеет полуприлегающий силуэт и небольшое количество отделочных деталей, что влияет на величину межлекальных выпадов в раскладке лекал.
Технологичность модели обеспечивается применением клеевых прокладок на таких операциях ВТО изделия, как дублирование верхнего воротника, листочек карманов, полочек, верха и низа рукавов, низа спинки.
Данная модель выполнена из гладкоокрашенной полушерстяной ткани. Гладкоокрашенная ткань не вызывает затруднения при раскрое, не требует подгонки рисунка и соблюдения симметричности при раскрое парных деталей, единственно, что необходимо соблюдать – это направление ворса.
Выбранная модель подходит для поточного промышленного производства .
Художественно-эстетические требования в одежде заключаются в соответствии с направлением моды. Эти требования учитываются в первую очередь и не зависят от типа производства и особенностей технологического процесса.
^
«Методические указания по выполнению контрольных работ по дисциплине моделирование и оптимизация технологических процессов» Степанченко Л. В, Екатеринбург 2009;
- Мурыгин В. Е., Мурашова Н. В., Моделирование и оптимизация технологических процессов: Учебник. – М.: Спутник +, 2003. – Т.1.
- Мурыгин В. Е., Мурашова Н. В., Моделирование и оптимизация технологических процессов: Лабораторный практикум и курсовое проектирование. - М.: Спутник +, 2004. – Т.2.
- Направление моды 2010год.
- Лекции по дисциплине моделирование и оптимизация технологических процессов. Степанченко Л.В., Екатеринбург 2009.
СОДЕРЖАНИЕ.
Выбор модели
3
2.Описание внешнего вида изделия
5
3. Формализация информации об изделии, материалах и элементах конструкции изделия.
7
4. Идентификация модели изделия. Идентификация материала изделия.
8
5. Информация о конструкции изделия
9
6. Вывод
13
7.Литература
14
Скачать файл (33.1 kb.)gendocs.ru
Моделирование и оптимизация технологических процессов легкой промыш-ленности
Министерство образования и науки РФ
Государственное образовательное учреждение высшего профессионального образования
Амурский Государственный Университет
(ГОУВПО «АмГУ»)
Факультет Дизайна и Технологии
Кафедра Конструирования и Технологии Одежды
Специальность 260901 – Технология швейных изделий
КУРСОВАЯ РАБОТА
на тему: Моделирование и оптимизация технологических процессов легкой промышленности
по дисциплине: Моделирование и оптимизация технологических процессов
Исполнитель
студент группы 781 А.А.Кончик
Руководитель
доцент, канд. техн. наук И.В.Абакумова
Нормоконтролер
доцент, канд. техн. наук И.В.Абакумова
Благовещенск 2011
ЗАДАНИЕ 1
Вариант 20
Исследование зависимости коэффициента крутки на прочность хлопчатобумажной пряжи линейной плотности 29 текс
α/100 | Р, сН |
53,8 | 274 |
57,4 | 288 |
61,0 | 296 |
64,7 | 296 |
66,4 | 286 |
69,1 | 280 |
71,8 | 275 |
75,1 | 264 |
78,9 | 262 |
81,5 | 255 |
α/100 – коэффициент крутки;
Р – разрывная нагрузка пряжи
1. Определить уравнение регрессии с помощью Excel. По данным эксперимента построить график.
2. Найти крутку, при которой пряжа имеет наибольшую прочность. Решить задачу аналитическим методом, методом деления пополам, методом золотого сечения, методом с использованием производной, методом Фибоначчи и с помощью Excel.
ЗАДАНИЕ 2
Вариант 9
Исследование влияния факторов, влияющих на износ режущей кромки осциллирующего ножа автоматизированной раскройной установки (АРУ)
Критерий оптимизации Y – рабочий путь ножа за одну заточку, см
Интервалы и уровни варьирования факторов
Наименование факторов | Условные обозначения | Уровни варьирования | Интервал варьирования | ||||
-1,628 | -1 | 0 | +1 | +1,682 | |||
Количество полотен в настиле | Х1 | 53 | 60 | 70 | 80 | 87 | 10 |
Скорость продвижения ножа, м/с | Х2 | 0,15 | 0,2 | 0,3 | 0,4 | 0,45 | 0,1 |
Скорость осциллирования ножа, мин-1 | Х3 | 2700 | 3000 | 3500 | 4000 | 4300 | 500 |
Матрица планирования эксперимента
N | X1 | X2 | X3 | Y |
1 | 1 | 1 | 1 | 280,3 |
2 | 1 | 1 | -1 | 256,3 |
3 | 1 | -1 | 1 | 291,2 |
4 | 1 | -1 | -1 | 265,2 |
5 | -1 | 1 | 1 | 333,4 |
6 | -1 | 1 | -1 | 306,8 |
7 | -1 | -1 | 1 | 336,1 |
8 | -1 | -1 | -1 | 308,1 |
9 | 1,682 | 0 | 0 | 265,1 |
10 | -1,682 | 0 | 0 | 343,5 |
11 | 0 | 1,685 | 0 | 285,7 |
12 | 0 | -1,682 | 0 | 297,1 |
13 | 0 | 0 | 1,682 | 317,4 |
14 | 0 | 0 | -1,682 | 270,1 |
15 | 0 | 0 | 0 | 301,2 |
16 | 0 | 0 | 0 | 305,3 |
17 | 0 | 0 | 0 | 306,8 |
18 | 0 | 0 | 0 | 300,1 |
19 | 0 | 0 | 0 | 302,2 |
20 | 0 | 0 | 0 | 303,9 |
1. Определить уравнение регрессии в кодированных величинах с помощью Excel. По данным эксперимента построить график.
2. Оптимизировать износ режущего инструмента АРУ. Решить задачу аналитическим методом, диссоциативно-шаговым методом и с помощью Excel.
ЗАДАНИЕ 3
Вариант 4
В швейном цехе имеется 85 м ткани. На пошив одного медицинского халата требуется 3,3 м ткани, а на одну медицинскую куртку 2,2 м ткани. Сколько изготовить халатов и курток для получения наибольшей прибыли от реализации продукции, если халат стоит 60 руб., а куртка 30 руб. известно, что потребность в халатах составляет не более 20, а потребность в куртках не более 15 штук.
Определить плановые задания для предприятия, которые обеспечивали бы максимальную стоимость производимой продукции.
РЕФЕРАТ
Курсовая работа 75 страниц, 37 таблиц, 3 рисунка, 2 источника, 6 приложений.
Моделирование, оптимизация, уравнение регрессии, аналитический метод, численный метод деления пополам, численный метод Фибоначчи, диссоциативно-шаговый метод, метод линейного программирования, симплекс-метод
В первой части курсовой работы произведено моделирование одномерной целевой функции зависимости коэффициента крутки на прочность хлопчатобумажной пряжи линейной плотности 29 текс с помощью Еxcel и ее оптимизация аналитическим и численными методами. Во второй части работы выполнено моделирование многомерной целевой функции ее оптимизация аналитическим, диссоциативно-шаговым методом и с помощью электронных таблиц Еxcel. В третьей части произведено моделирование и оптимизация технологических процессов с помощью метода линейного программирования: построена математическая модель задачи; рассмотрены графический метод, симплекс метод решения задачи, а также с помощью электронных таблиц Еxcel; приведено решение двойственной задачи линейного программирования.
СОДЕРЖАНИЕ
Введение 9
1 Моделирование и оптимизация одномерной целевой функции 10
1.1 Моделирование одномерной целевой функции 10
1.1.1 Определение уравнения линейной регрессии 10
1.1.2 Определение уравнения нелинейной регрессии 12
1.1.3 Определение уравнения нелинейной регрессии
в форме пользователя 12
1.2 Оптимизация одномерной целевой функции 14
1.2.1 Аналитический метод определения оптимума
одномерной целевой функции 14
1.2.2 Численный метод деления пополам определения
оптимума одномерной целевой функции 16
1.2.3 Численный метод золотого сечения определения
оптимума одномерной целевой функции 18
1.2.4 Численный метод с использованием производной
определения оптимума одномерной целевой функции 20
1.2.5 Численный метод Фибоначчи определения
оптимума одномерной целевой функции 22
1.2.6 Определение оптимума одномерной целевой функции
с помощью электронной таблицы Excel 25
2 Моделирование и оптимизация многомерной целевой функции 27
2.1 Моделирование многомерной целевой функции 27
2.1.1 Определение уравнения линейной регрессии 27
2.1.2 Определение уравнения нелинейной регрессии 28
2.1.3 Определение уравнения нелинейной регрессии
в форме пользователя 29
2.2 Оптимизация многомерной целевой функции 32
2.2.1 Аналитический метод определения оптимума
многомерной целевой функции 32
2.2.2 Диссоциативно-шаговый метод определения оптимума
многомерной целевой функции 36
2.2.3 Определение оптимума многомерной целевой функции
с помощью электронной таблицы Excel 40
3 Моделирование и оптимизация технологических процессов
с помощью метода линейного программирования 42
3.1 Построение математической модели
задачи линейного программирования 42
3.2 Графический метод решения задачи линейного
программирования 43
3.3 Симплекс-метод решения задачи линейного программирования 45
3.4 Решение двойственной задачи линейного программирования 50
3.5 Решение задачи линейного программирования с помощью
электронной таблицы Excel 54
Заключение 59
Список использованных источников 60
Приложение А. Моделирование и оптимизация
одномерной целевой функции 61
Приложение Б. Моделирование и оптимизация
многомерной целевой функции 66
Приложение В. Моделирование и оптимизация технологических
процессов с помощью метода линейного
программирования 72
Приложение Г. Отчет по результатам 73
Приложение Д. Отчет по устойчивости 74
Приложение Е. Отчет по пределам 75
ВВЕДЕНИЕ
Современное текстильное и швейное производство характеризуется сложностью и многообразием операций и оборудования. Высокое качество продукции достигается при определенных технологических режимах. Поиск оптимальных (наилучших) режимов можно осуществлять двумя способами:
1) Эмпирическим, на основе интуиции и опыта технолога;
2) На основе научных методов, на базе математического моделирования технологических процессов.
Оптимизация – это целенаправленная деятельность для получения наилучших результатов при выполнении определенных условий.
Решение любой задачи оптимизации начинается с формулировки требований. Требования должны включать:
1. Объект оптимизации – это материальная среда, для которой необходимо повысить эффективность функционирования путем соответствующих воздействий. В качестве объекта может быть предприятие, какой-то участок, изделие, оборудование, материал, свойства продукции.
2. Независимые переменные (факторы) – это переменные, значения которых необходимо выбирать в каких-то пределах х1, х2 … хn.
3. Критерий (параметр) оптимизации или целевая функция оптимизации – это количественная мера эффективности технологического процесса. Эти критерии оптимизации позволяют сравнивать между собой эффект от того или иного управляющего воздействия.
myunivercity.ru